



300t大型プレスを導入 黒田精工は昨年12月、モータコア金型などを手掛ける長野工場(長野県池田町)を拡張し、300t大型高速プレス機を導入した。ボルスター寸法の左右長さが3・7mの大型機で、2・3mや2・7mの既設機よ…
【金型の底力】東京鋲螺工機 燃料電池セパレータ用金型の開発に着手
超硬金型、第2世代へ
セパレータ用金型に挑戦
高味 寿光社長
高味 寿光社長
冷間鍛造、冷間圧造用の金型を手掛ける東京鋲螺工機は、燃料電池用セパレータ用の超硬合金金型の開発に着手した。これまで超硬合金を直彫切削した金型を「Tokyo‐ACE」と名付け商品化してきたが、セパレータ向け超硬金型はサイズも精度もワンランク上。高味寿光社長は「課題もあるが、『Tokyo‐ACE』の第二世代として早々に技術を確立させたい」と意気込む。
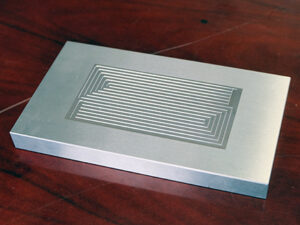
セパレータ用金型

超硬切削のノウハウ活かし目標を達成
東京鋲螺工機はその社名通り、ねじやリベット、ピン、接点などのダイス金型を主力に手掛ける冷間鍛造、圧造用金型メーカー。中でも、強みとするのが超硬合金の直彫切削加工だ。2011年に微細加工機とダイヤモンド工具を活用し、超硬合金用の金型の量産に成功。「Tokyo‐ACE」と名付け商品化している。
その特長は、長寿命は当然ながら、短納期で製造できること。成形と同時に鏡面磨きを行うため「2週間かかっていたものが2日でできる」(高味社長)。こうした特長からベアリング部品や電気接点などで採用されてきた。
そんな同社が現在挑戦しているのが、超硬合金を使った燃料電池用セパレータ向けの金型だ。高味社長によると「現在のセパレータ用金型はSKD11(HRC60)でワークサイズは300×150㎜。形状精度は±3μmで、溝形状は0・6×0・25㎜、面粗度はRaで3nm」だという。
「超硬材料でいきなりこの数値を全てクリアするのはハードルが高い」ため、段階的に加工目標を設定した。まず、材質は超硬(HRC81)で、サイズは実際セパレータの8分の1、形状精度±5μm、溝形状1.15×0・25、Ra3nmを目標とした。これまでの超硬切削ノウハウを活かし、荒取りを電着工具、中仕上げまでをダイヤモンドコーティング工具、仕上げはダイヤモンド工具メーカーと共同開発した特殊工具を採用した。

次世代への技能伝承を進める
結果はどうか。従来に比べ、切削除去量が多いため、工具欠損があった一部を除き、形状精度はほぼ±3μを達成。表面粗さもRa3nmをクリアした。
しかし課題も残る。その一つが約120時間かかったという加工時間。また、工具の品質安定と使用本数も大きな課題だ。負荷が高い部位で欠損した可能性が高く「加工条件を見直す必要がある」。
また、多数のダイヤモンド工具を使ったことで、コスト高になり「放電との組み合わせなど、色んな選択肢を排除せず検討していきたい」という。
現時点で採用の段階にはないが、高味社長は「燃料電池車1台でセパレータは約800枚必要。SKD11では約20万枚しか打てない。超硬では10倍以上の200万枚以上を打てるはず」とみる。年内には条件を見直して新たな実験を行い、早期の採用を目指す。
「今回の挑戦で超硬切削ノウハウは高まっている。サイズも精度も向上させた『Tokyo—ACE』の第二世代として早々に技術を確立させたい」。
- 本 社 : 埼玉県新座市野火止7-13-3
- 電 話 : 048・478・5081
- 代表者 : 高味寿光社長
- 創 業 : 1961年
- 従業員 : 28人
- 事業内容 : リベット、接点などのヘッダー金型、超硬パンチ、ピン、ダイスの製造など。
Q.人材育成で何に取り組んでいますか定年なくし、技能伝承
当社には元々70歳を超える技術者は何人かいたのですが、「心と体が健康ならいつまでも働いて欲しい」との思いから、昨年に定年制度をなくしました。とはいえ、こうしたベテラン技術者がいる間に彼らのスキルを若手に伝承する必要があります。だから、現在は若手に課題を与え、年長者のスキルをOJTで学んでもらう環境を作っています。
金型新聞 2021年3月10日
関連記事


東京ビッグサイト(東京都江東区)で7月2日~4日に開催された「推し活EXPO」。好きな有名人やキャラクターなどを応援する“推し活”に関連するグッズやサービスなどが展示され、3日間で大手小売店や出版社、玩具メーカーなど3万…

10~70%値上げ、3月受注から ダイジェット工業(大阪市平野区、06・6791・6781)は、3月1日受注分から切削工具の標準品・受注生産品、合金素材の標準品を10~70%値上げする。 値上げ率は切削工具の標準品はイン…

自動車向けプラスチック金型を手掛けるコヅカテクノ(名古屋市港区、052-381-2268)は3月、本社工場に太陽光パネルを設置し、稼働した。カーボンニュートラル達成に向けて、消費電力の削減を図り、2030年までに13年比…

機能強化、新規開拓目指す コアコンセプト・テクノロジー(東京都豊島区、03-6457-4344)はこのほど、SOLIZE(ソライズ、東京都千代田区)の金型設計製造NAVIシステム「KATANAVI(カタナビ)」事業を譲受…
トピックス
関連サイト


