



売上約85%増382億円 旺盛な半導体需要が牽引 TOWAは2022年3月期第3四半期の連結決算を発表し、売上高は382億円(前年同期比84.8%増)、営業利益は90億円(同288.9%増)、経常利益は90億円(同274…
日比野工業 積層造形ダイカスト金型の冷却水路に防錆めっき処理【金型テクノラボ】
金属積層造形法により作製されるアルミダイカスト金型はその内部冷却の設計自由度の高さから注目され、実用展開されつつある。しかし、積層造形金型では内部冷却水路の腐食や表面粗さが課題となっている。本稿では積層造形金型の水路に防錆処理としてめっきを施した事例を紹介する。
冷却水路内面にめっき処理
アルミダイカスト金型は適正温度を超えた高温になると「凝固不足・焼付き」という問題が発生する。これを防ぐには金型を効果的に冷却する必要がある。近年、金型の冷却機能を強化するため、内部に複雑な3D冷却水路を設けることが可能な積層造形金型が注目されている。

しかし、金属積層造形法で作られた金型は冷却水路の腐食やスケール付着による冷却性能低下、水路からの割れによる水漏れなどが新たな課題として浮上している。こうした問題はこれまでの金型でも問題視されてきたが、積層造形金型では冷却水路の形状が複雑かつ水路内面が粗いため、より深刻となる。
これら課題の対策として冷却水の水質維持・管理という方法も有効だが、より汎用的かつ恒久的な対策として、金型の水路内面にめっき処理を施して錆を防止する方法を試し、その有効性を検証した。
鋳抜ピンで検証実験
検証用の金型は、レーザーで金属粉末を溶融し、層状に積み重ねて造形する「L-PBF(レーザー粉末床融合法」と呼ばれる積層造形法により作製した。検証実験は図1に示すような鋳抜ピンで実施した。水路は直穴形状であり、本来は積層造形法で作製する必要性は無い鋳抜きピンだが、評価の迅速性を重視したことや、過酷な熱衝撃を受ける型内の位置と形状で加速試験によるめっきの耐久性評価を行うといった理由で本方法を選定した。
積層造形後に外側を所定の機械加工で仕上げ、その水路内面に無電解めっき法によるニッケル-リンめっきを施して鋳造実験を実施した。めっき厚みは15µmを狙い、比較用にめっきの無い鋳抜ピンも用意した。型締力350tのダイカストマシンを用いて、1万ショット以上の鋳造を実施し、水路内面のめっき有無による違いを比較した。
錆、スケール生成を抑制
鋳造開始前にめっき処理有り・無しの鋳抜ピンに対しそれぞれ単独で温水通水テストを行い、伝熱の様子を観察した。その結果、めっき処理による伝熱への影響はないことが分かった。一方で、鋳造1万671ショット後に同様の試験を行うと、めっき処理無しの鋳抜ピンはめっき処理有りのものと比較して、伝熱性能が低下していることが分かった。この結果は水路内面へのめっき処理が鋳造時の金型冷却性能の低下抑制に効果的であることを示唆している。
この現象調査のため、鋳造後のめっき処理有り・無しの鋳抜ピンを切断し、断面を観察した(図2)。めっき処理無しの水路内面には目視で分かるほど多くの錆およびスケールが認められ、電子顕微鏡観察によるとスケール厚さは100µmを超えていた。
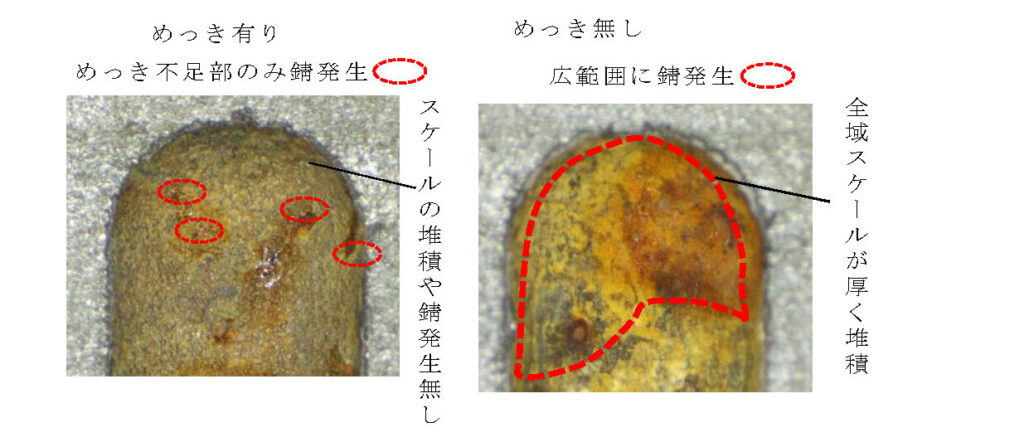
一方で、めっき処理有りの鋳抜ピンでは錆やスケール付着量はめっき処理無しのものに比べて遥かに少なく、表面にはめっき被膜が残存していた。このことからめっき処理は錆発生抑制、スケール生成抑制の両面からの効果があることが示唆され、めっき処理が錆やスケール付着による冷却性能低下、水路からの割れによる水漏れといった課題解決に有効であることが分かった。
均一なめっき被膜の形成へ
ただ、めっき処理の鋳抜ピンにおいても一部でめっき被膜が存在しない箇所があり、そこでは錆発生が認められた。これは積層造形法由来の水路表面の粗さによって、均一な全面めっき被膜の形成が難しかったことが要因だと考えられる。現在、水路内面の研磨による粗さ改善とめっき処理の組合せ技術の開発を進め、均一な全面めっき被膜の形成を実現する技術確立を目指している。
※本稿の技術開発は、愛知県の「知の拠点あいち重点研究プロジェクトⅣ期(プロジェクトCore Industry)」により、あいち産業科学技術総合センター(愛知県豊田市)と前田技研(同岡崎市)と共同で実施したものである。
日比野工業
- 執筆者:技術部 部長 加藤 誠氏
- 住所:愛知県西尾市西浅井町コウノス1-1
- 電話番号:0563・52・2138
金型新聞 2025年3月10日
関連記事


バングラデシュ企業との提携先を募集 製品開発支援、成形・金型の若手技術者育成事業を手掛けるIMS(大阪市平野区、06-6743-7893)は、製造業から飲食業など幅広い業種を手掛けるバングラデシュの老舗財閥企業と顧問契約…

自動車部品などのプレス金型を手掛けるササヤマ(鳥取県鳥取市、0858・85・3380)は、本社工場に増築した機械加工棟を稼働した。3次元レーザー加工機など新たに設備を導入したほか古海工場を集約。生産体制を改善し、金型の製…
精密金型の製造では、エンドミルでの切削やワイヤー放電加工の後に成型研削を行うのが一般的。しかし、研削量が少なく加工に時間がかかるのが課題だった。本稿では、ワンパスでミリ単位の材料除去を可能とする「クリープフィード研削技術…
部品事業が好調を維持 鈴木の2021年7—12月期決算は、売上高117億4100万円(前年同期159億3100万円)となった。「収益認識に関する会計基準」の適用で、前期とは単純比較できないが、金型事業は低調な一方、部品事…
トピックス
関連サイト


