



新型コロナウイルスの感染拡大が、金型業界に大きな影響を及ぼしている。受注の延期やキャンセル、営業活動の制限などによって、売上が減少している企業が増えている。こうした中で、政府は無利子・無担保での融資制度や、雇用調整助成…
小径工具で精密加工
山田金属彫刻
細いリブのコアや3次元の電極
品質・価格、要望に合わせ
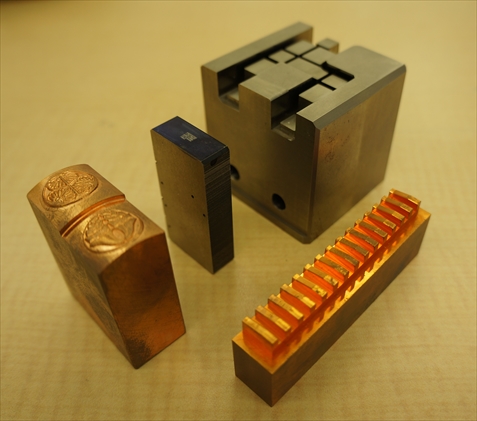
▲左 細いリブのコアや電極 右 切削で加工した般若心経
細いリブが連なるコアや滑らかな3次元曲面のある電極。山田金属彫刻(京都市山科区、075・591・2804)は、こうした形状が複雑で精密な金型の入れ子や放電用電極を手掛ける。培った切削と放電の技術や長年のノウハウで、金型メーカーが求める品質やコストに応えている。
同社は小さなワークの微細な加工に特化している。受注するのは殆どが手の平に乗る大きさで、切削や放電で細い溝や曲面を加工する。特に得意なのが小径工具による切削で、10㎜角の入れ子の加工でφ0・06㎜のエンドミルを使って細かなリブを加工したこともあるという。
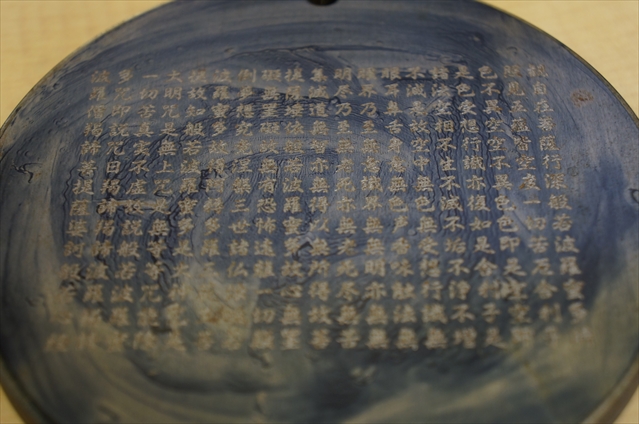
微細切削の源流は、創業事業の彫刻。今でも入れ子などに文字や数字の彫刻をしており、山田竜治社長は金属にタテヨコ3㎜、深さ0・05㎜の文字を刻んだ般若心境の見本を見せてくれた。「この彫刻で加工技術を磨き、入れ子や電極へと広がっていった」。
そして同社が独特なのは、金型メーカーの品質、価格の要望に応じて切削と放電を使い分けること。それほど複雑な形でなくてもシャープなエッジを求めるのなら放電。深いリブと曲面が組み合わさり加工精度のためには放電が最適でも安い価格と短い納期を望むなら切削で加工する。
電極の加工を省ける切削は加工時間が短く、電極の電極をそのまま転写する放電は品質はいいが時間が長い―。例えば金型メーカーにはそんな先入観を持つ人もいるが、「それはあくまで特性。お客様のニーズをしっかり把握して、切削と放電それぞれの長所を生かして要望に応えている」。
最近は、このところ金型に使われることが多くなった超硬合金の直彫り切削にも取り組んでいる。山田社長は「もっと加工技術の幅を広げて、お客様の望みに応えていきたい」。
会社メモ
▽京都市山科区東野八反畑21‐5
▽代表取締役・山田竜治氏
▽創業・1970年
▽社員数・11人
▽事業内容・機械彫刻、金型彫刻、刻印、NC三次元加工、放電加工など。
金型新聞 平成27年(2015年)2月10日号
関連記事
達成感や協働が活力 多様な技術にやりがい 若手技術者がモチベーションとなっているのは「挑戦」―。本紙が技術者を中心に若手100人に実施したアンケート調査で、若手技術者の多くが、新たな技術に挑戦したり、チームでものづくり…

日本精機(愛知県名古屋市、052-736-0611)は、金属3Dプリンタで造形した水管内部の形状を崩すことなく、面粗度も改善できる化学研磨液「N FCP100」を開発した。プリンタで造形した金型以外の水管研磨にも有効で、…

金型加工技術の専門展示会「インターモールド2022」(主催:日本金型工業会)が4月20~23日、インテックス大阪(大阪市住之江区)で開催された。金型づくりの課題を解決する技術を探したり知見を広げたりしようと、4日間で金型…

前年同月比17.5%増の327億6,200万円 プレス型は21・4%増、プラ型は15・9%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員20人以上)による平成27年2月の金型生産実績をまとめた。それに…
トピックス
関連サイト


