



金型、成形品が回復 EV部品開発に力 不二精機(大阪市中央区、06-7166-6820)の2021年12月期連結売上高は、前年同期比26.3%増の74億6700万円となった。金型と成形品の両事業が回復し売上高全体を押し上…
ソディックが金属3Dプリンタで
プラ型のキャビ・コア製作
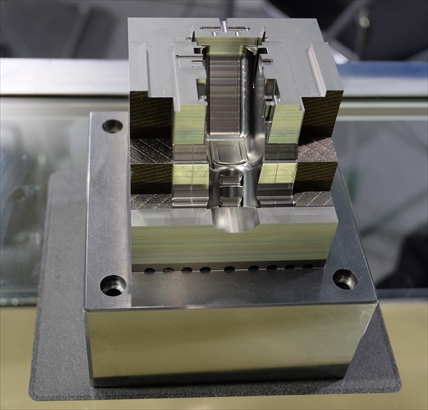
ソディックはこのほど、金属3Dプリンタを活用し、コネクタのハーネスカバーのプラスチック金型の製作に成功した。従来の製法と比べ、金型製造コストを6割削減し、成形サイクルも2割短縮した。
製造コスト60%減
同社の金属3Dプリンタ「OPM250L」を導入した、子会社のソディックエフ・ティが製作した。これまで金属3Dプリンタでプラスチック金型を作ることもあったが、意匠面や精度の問題から製品表面部に影響の少ない、コア側のみを作るケースが多かった。今回、加工精度±0・01㎜と、メルティング率99・99%を実現していることで、キャビティも3Dプリンタで製造した。
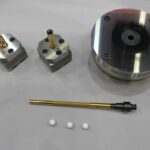
一体製作できる強みを生かし、部品点数を従来の金型よりキャビティで20分の1、コアで15分の1と大幅に削減。これに伴い、設計のリードタイムを96時間から64時間と33%短縮。製造リードタイムも54日を24日と55%短くした。最適な三次元冷却配管で温度制御が正確となったことで、スライドが不要になるなど、金型構造の簡素化にもつながった。
これらの効果により、従来の工法に比べ、金型製造コストを61%減らし、成形サイクルでは23・5秒から18・5秒と21%短くすることに成功した。
金型新聞 平成27年(2015年)12月10日号
関連記事

支える3つのコア技術、大型機導入、 新分野の提案も フレネルレンズをはじめとする特殊なプラスチックレンズの金型製造から成形までを手掛ける日本特殊光学樹脂。同社は分解能10ピコメートル(1000億分の1メートル)の加工機を…

オープンファクトリーシンポ 近畿経済産業局はグランフロント大阪タワー(大阪市北区)で「関西オープンファクトリーシンポジウム~企業を見せれば人が育つ⁉︎」を開き、近年盛んになってきたオープンファクトリーにつ…
金型作業のDXとは 日本金型工業会(小出悟会長)は来年1月28日15時30分から、ウェブ会議方式で新春特別講演会を開く。 講師は同工業会学術顧問の横田悦二郎氏。テーマは「金型作業におけるデジタル化/DXとは~金型づく…
真球を成形、後工程の工数削減 粉末冶金金型メーカーの小林工業(秋田県由利本荘市、0184・22・5320)はこのほど、「帯なし窒化ケイ素ボール成形金型」を開発した。従来の粉末冶金金型を使用し、球体を成形する場合は上下パン…
トピックス
関連サイト


