


3D積層部品の後加工 津田駒工業(石川県野々市市、076・294・5111)は、3D積層造形部品の仕上げ加工や試作部品の加工向けとして開発した小型加工機「MDP‐0002」を発売した。 主軸は毎分最高3万回転。加工できる…
小径工具で精密加工
山田金属彫刻
細いリブのコアや3次元の電極
品質・価格、要望に合わせ
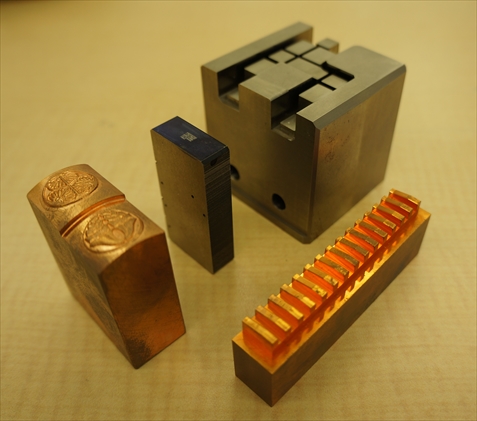
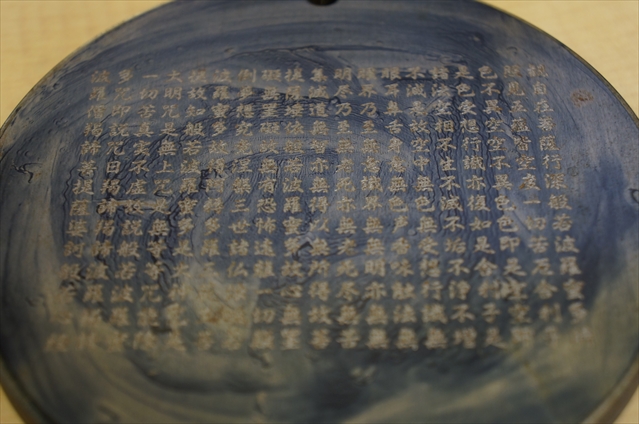
▲左 細いリブのコアや電極 右 切削で加工した般若心経
細いリブが連なるコアや滑らかな3次元曲面のある電極。山田金属彫刻(京都市山科区、075・591・2804)は、こうした形状が複雑で精密な金型の入れ子や放電用電極を手掛ける。培った切削と放電の技術や長年のノウハウで、金型メーカーが求める品質やコストに応えている。
同社は小さなワークの微細な加工に特化している。受注するのは殆どが手の平に乗る大きさで、切削や放電で細い溝や曲面を加工する。特に得意なのが小径工具による切削で、10㎜角の入れ子の加工でφ0・06㎜のエンドミルを使って細かなリブを加工したこともあるという。
微細切削の源流は、創業事業の彫刻。今でも入れ子などに文字や数字の彫刻をしており、山田竜治社長は金属にタテヨコ3㎜、深さ0・05㎜の文字を刻んだ般若心境の見本を見せてくれた。「この彫刻で加工技術を磨き、入れ子や電極へと広がっていった」。
そして同社が独特なのは、金型メーカーの品質、価格の要望に応じて切削と放電を使い分けること。それほど複雑な形でなくてもシャープなエッジを求めるのなら放電。深いリブと曲面が組み合わさり加工精度のためには放電が最適でも安い価格と短い納期を望むなら切削で加工する。
電極の加工を省ける切削は加工時間が短く、電極の電極をそのまま転写する放電は品質はいいが時間が長い―。例えば金型メーカーにはそんな先入観を持つ人もいるが、「それはあくまで特性。お客様のニーズをしっかり把握して、切削と放電それぞれの長所を生かして要望に応えている」。
最近は、このところ金型に使われることが多くなった超硬合金の直彫り切削にも取り組んでいる。山田社長は「もっと加工技術の幅を広げて、お客様の望みに応えていきたい」。
会社メモ
▽京都市山科区東野八反畑21‐5
▽代表取締役・山田竜治氏
▽創業・1970年
▽社員数・11人
▽事業内容・機械彫刻、金型彫刻、刻印、NC三次元加工、放電加工など。
金型新聞 平成27年(2015年)2月10日号
関連記事


金型メーカーアンケート 次世代の匠に必要な技は? 熟練の金型職人が持つ「匠の技」を機械に行わせたり数値化したりする取り組みは広がり続けている。新技術が登場する中、「匠」に求められる能力に変化はあるのか。それを…

繊維スリング+アイボルト 金型をクレーンで吊り上げるときフックやシャックルが接触して金型を傷つける—。そんな課題を解消するのが、ルッドリフティングジャパン(大阪市西区、06-6536-8817)が販売する独・ルッド社の吊…

金属3Dプリンタで造形した金型部品のトラブルを分析・解決する「診断士」のような業務を担当する。珍しいトラブルほどテンションが上がるそうで、「難しい問題を解明できた時の達成感が何よりも気持ちがいい」。 大学では金属材料を研…

NTTデータエンジニアリングシステムズ(東京都大田区)は7月、沖縄県うるま市に、5軸加工や自動化を支援する「Mold Future Space‐OKINAWA(MFS)」を開設した。まずは5軸加工機の販売から加工ノウハウ…
トピックス
関連サイト


