



自動車や電子部品などの開発サイクルが短くなる中、製品開発における課題の一つとなっているのが試作品や試作用金型の製作だ。加工プログラムやジグを作る高度なノウハウが必要で、それにかかる時間も手間も負担が大きい。しかし切削加工…
多彩な工具を使いこなす
三菱重工工作機械
精密加工機「μV5」
現場の課題
自動車部品で、小径工具の加工が必要な金型が大型化。幅広いサイズの工具やワークに対応できる高精度なマシニングセンタが求められている。
提案・効果
「μV5」は、微細加工向けの小型精密加工機μV1に対してX軸ストロークを2倍の900㎜とし大型ワークに対応。荒加工と精密仕上げ加工を1台で完結させるため、主軸の剛性と精度の最適なバランスを追求した。
主軸は最高毎3万回転。連続運転での出力15㎾、トルク19N・mと、余裕のある特性のモータを搭載。
独自の冷却/潤滑方式で熱変位に対応すると共に、回転精度の信頼性も確保。主軸性能を最大限に引出すため、突き出し長さが最短となるよう、X軸案内面の配置も最適化している。
工具は、極小径から最大シャンク径φ20㎜まで対応。大型ワークの高能率加工に適した、高送りカッターも把持することができる。幅広い回転域を使って、実用的な条件での切削に活用できる。
この1台で多彩な工具を使い熟し、最終製品精度を確保しながら、生産性を向上させることができる。
金型新聞 2020年4月10日
関連記事

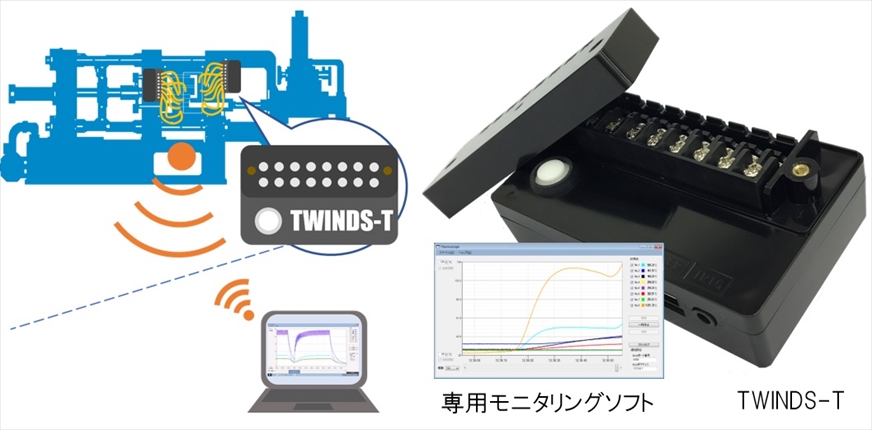
匠ソリューションズ(仙台市、022・342・1888)は、金型内の温度変化をリアルタイムで測定できるワイヤレス温度計測システム「TWINDS‐T」を開発した。樹脂金型やダイカスト金型などの金型内部の温度を可視化し、製品…
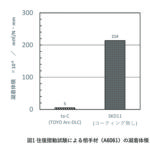
自動車を軽量化するために近年、ボディに鋼板ではなくアルミニウムを採用するなど素材の置換えが進んでいる。しかしアルミニウムは軟質で融点が低く、塑性加工中に凝着しやすい。それを解決するカギの一つがコーティングだ。近年適用が増…

オンラインで成果発表 金型づくりを学ぶ学生が出題テーマの金型を設計・製作し製品を成形するまでの取り組みを発表する「第13回学生金型グランプリ」が4月15日、オンラインで開かれた。プラスチック金型部門で4校、プレス金型部…

プラスチック金型メーカーのMEISEI(旧名古屋精密金型、愛知県知多郡東浦町、0562・84・7600)は10月30日~11月1日の3日間、ポートメッセなごやで開催された「メッセナゴヤ2024」のサーキュラーエコノミーあ…
トピックス
関連サイト


