



特殊な型内積層技術を開発 電動車を始め次世代車で採用が増えるモータ。脱炭素の観点からも、その効率化は欠かせない。その一つとして注目を集めるのが、磁気特性の高いアモルファス箔を採用したモータコア。金型からプレスまで一貫して…
ウチダ 肉盛り溶接を自動化【金型の底力】
超ハイテンと大型化技術極める
1・5Gpaクラスまでの超ハイテン材向けのプレス金型を強みとするウチダ。このほど新日本工機と共同で、金型の最終調整に必要な肉盛り溶接工程の自動化を実現した。狙いは「溶接に関わっていた技能者を金型の調整など付加価値の高い工程に充てる」(内田祥嗣社長)ためだ。自動化で生み出した時間を活かし、「超ハイテンと大型化技術を『極める』」考えだ。
「一歩先んじよ」—。ウチダは社是にあるこの言葉通り、一歩先んじた投資でその地位を固めてきた。1934年に内田鉄工所として創業。本格的に金型に参入したのはモータリゼーションの拡大を見越した64年。72年には当時では金型メーカーでは珍しい200tトライプレスを導入した。今や800t、1600tのトライプレスを持ち「こうした先行した投資が現在の当社を支えている」(内田社長)という。
先んじる動きは現在も強みとするハイテン材向けも同じだ。98年にはハイテン材向け金型に着手。2002年には「世界で初めてセンターピラーで980Mpaの量産金型に成功した」という。最近では1・5Gpaの超ハイテン向けの金型を手掛けている。
こうした超ハイテンでの課題はスプリングバックの大きさによる成形の難しさ。1m超のセンターピラーやサイドメンバーでも、パネルの寸法誤差は±0・5㎜以下に収める必要がある。
このレベルの精度を実現するために、1回目のトライでOKとなることはあり得ない。「3~5回程度は肉盛り溶接で、金型形状を修正する必要がある」。肉盛溶接は仕上技能者が手動で行っていたが「肉盛りそのものに価値はない。技能者は金型の修正や解析など人でしかできない工程を注力してもらう必要がある」。
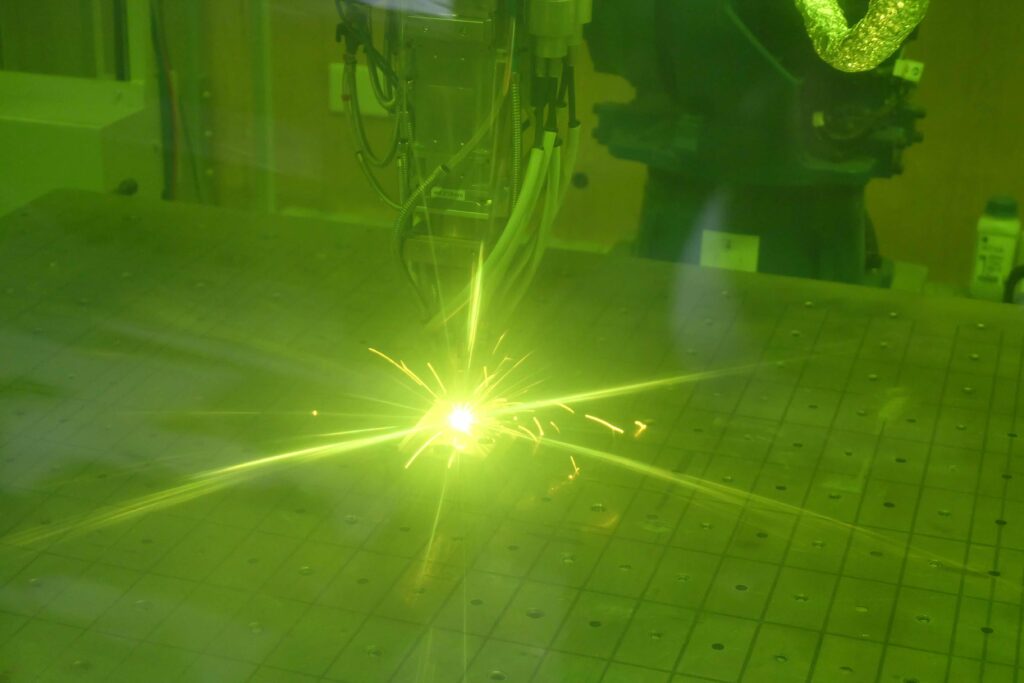
そこで一昨年から新日本工機と共同で、肉盛り工程を自動化できるシステムを構築した。ロボットに掴ませた主軸の中央部からレーザーを照射し、周辺部から粉末を噴射することで肉盛りする仕組みだ。

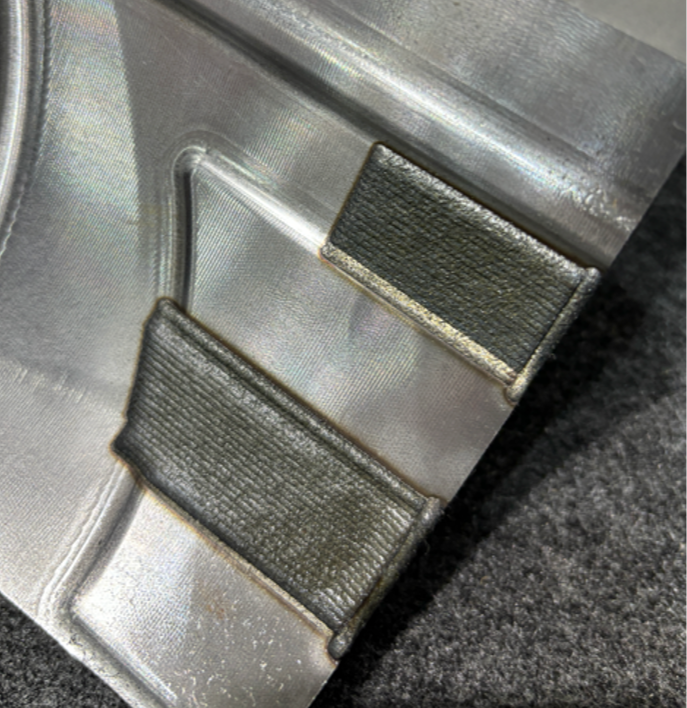
自動化できたメリットは大きい。まずは作業時間。「段取りを含めて3分の1程度になった」と言う。肉盛り面も安定したほか、「20人の仕上担当の2人は常に溶接していたので、その作業がなくなり、その時間を他の工程に充てられる」。現在は、ハイテン用の金型で多く使われる、SKD11でも肉盛りできるように取り組みを進めている。
こうした効率化は「全てハイテンと大型化技術を『極める』ため」(内田社長)だ。ここ数年は超ハイテン化が加速し、「今後も超ハイテン部品は増える。当社の強みを発揮できる領域」という。

「大型化」の要求も増えるとみる。「部品の一体化で、金型サイズも年々大きくなっており、この傾向も加速している」。肉盛りの自動化で技能者の空いた時間や、経営資源を超ハイテンと大型化の2つの領域に集中させる考えだ。
その一環として、来年度には愛知県刈谷市に仕上専用の工場を新設する。「1600tのプレス機を導入し、仕上に特化した工場にする」(内田社長)予定だ。超ハイテンと大型化技術を極める一方、顧客満足度の向上も合わせて図る考えだ。
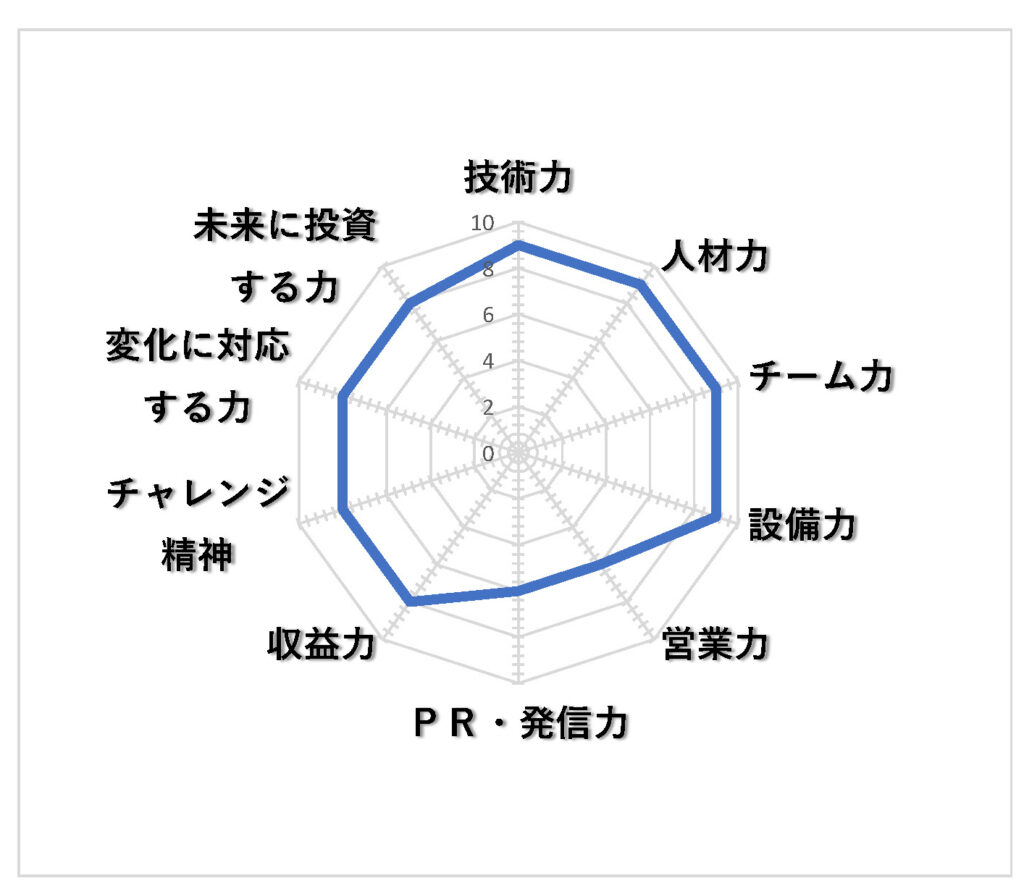
会社の自己評価シート
会社概要
- 本社: 大阪府大東市新田本町12–6
- 電話: 072・874・3377
- 代表者: 内田祥嗣氏
- 創立: 1934年
- 従業員: 120人
- 事業内容: 自動車用ボディー部品のプレス金型の設計製作全般
金型新聞 2024年6月10日
関連記事

自社ブランドなどで魅力発信 東京都葛飾区の住宅街に工場を構えるミヨシは、アルミ製の簡易型やカセット型を主力とする。試作や小ロット生産向けに、成形までを一貫で手掛け、一歩進んだ人材育成にも力を入れる。こうした取り組みを基盤…

全てが一品物の自動車用プラスチック金型は、工程管理の最難関と言われる。最新鋭のCAD/CAMシステム、多種多様な工作機械など豊富な設備に加え、それを操作する若き金型エンジニア、腕の立つ職人が不可欠で、さらなる生産性向上を…
プラスチック金型メーカーのムトウ(東京都江戸川区、03・3656・8651) は、 中国での金型の進捗確認やトライの立ち合いなど代行する、 「金型立ち上げ支援サービス」を開始した。コロナ禍で中国出張や現場への訪問が難しい…

金型手掛けた努力や達成感分かち合う 自動車のプレス金型メーカー、明星金属工業(大阪府大東市、072・877・1661)は昨年12月10日、本社で「魂の伝達式」を開いた。マツダの新型SUV「CX‐80」で手掛けたプレス金型…
トピックス
関連サイト


