



大同特殊鋼は4月契約分から、工具鋼製品の値上げを実施する。値上げ幅はトン当たり5~10%。 昨今のインフレに伴い、労務費や輸送費などのコスト上昇が影響。継続的な安定供給を行うため、価格水準の是正が必要と判断した。 金型新…
牧野フライス製作所 形彫放電加工時間を半分に【特集:放電加工〜最新技術はこう使え〜】
噴流制御と細穴加工機活用、ノージャンプ加工で「倍速放電」
牧野フライス製作所は電極内部に設けた細穴からオイルを供給し、加工液内に噴流を発生させ、スラッジを効率的に排出することで、形彫放電の加工時間を大幅に短縮する「倍速放電」を提案している。大型の金型の形彫放電加工時間が半分程度になるという。
大型の深いリブ形状などの金型の形彫放電では導電性の高いグラファイトを電極に使うことが多い。それでも数日の加工時間を要することがある。

理由の一つがスラッジを排出するためのジャンプ加工。「底面に溜ったスラッジを適切に排出しなければ二次放電が起きる。それを防ぐため、電極をジャンプさせることで清浄な加工液を流し込み、スラッジを排出する。このジャンプ加工に時間が掛かっていた」(EDM事業部の根本政典シニアスペシャリスト)。
昨秋に開発したサンプル電極では独自技術を活用し、ジャンプを行わない「ノージャンプ加工」を実現。大幅な加工時間短縮を可能にした。
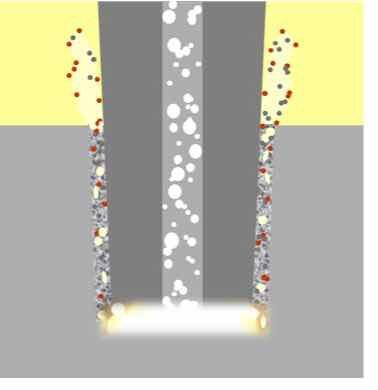
まず、同社の細穴加工機「EDBV8」で、先端部が1㎜のリブ形状の電極に0・6㎜の多数の細穴を加工。その穴からオイルを供給(写真)し、自動で高速の噴流を発生させることで、ジャンプ加工を不要にした。
燃費の向上や環境負荷の低減に直結する車体の「軽量化」を推進するには、目に触れないリブを薄くして強度を上げる高度な手法が用いられる。
通常噴流用の穴は電極に垂直(加工方法)に開けているが、この状態では加工後の金型に突起物が残ってしまう。ロータリーテーブルを使用し、斜めに開けることで突起物を小さくすることが可能となった。
さらに噴流の圧力や加工条件をワークに合わせて最適化する技術を開発。大型型彫放電加工機「EDNC6」にこの技術を実装し、先の電極で加工した。
この制御技術は「EDNC6」など大型加工機への実装がメイン。今後は「より緻密に制御できるようにして、小型や精密分野での活用に広げたい」(根本氏)。
金型しんぶん2025年12月10日号
関連記事

PART2 打田製作所 社長・打田尚道氏に聞く「デジタル化」 トップの判断が必要不可欠 業務フローを簡素化し、 現場が楽になること目指す なぜ金型企業がデジタル化を進める必要があるか。ここでいうデジタル化を「人に依存し…
金型の製造現場を見学 自動車のプレス金型を手掛ける明星金属工業が今年4月から始めたのは、金型の生産現場を見学したり、型でおむすびを作ったりして1日社員体験できるイベント企画だ。金型づくりの現場やものづくりにおける金型の役…

管理、調達を効率化 近年の金型工場では人手不足が深刻化しており、デジタル技術の導入による製造工程や管理工程などの効率化に向けた取り組みが加速している。多くの企業がセンシング技術を活用した見える化をはじめ、ITツール導入に…

生産性向上やペーパーレス化 モノづくりのDX化が叫ばれて早数年、様々なデジタルサービスが開発されてきた。その中で、ひと際目を引いたのがプレス金型及びプレス加工を手掛ける久野金属工業(愛知県常滑市)とシステム開発のマイクロ…
トピックス
関連サイト


