



車の復調、国内回帰が背景 増えた需要、勝ち抜いた金型メーカーに 金型業界にも明るさが戻ってきた。経済産業省の統計によると2014年1―9月の生産実績は2622億円と7・6%増加した。自動車業界がけん引役となったほか、円…
ー測定機器ー
精度・スピードが進化、活用領域が拡大
付加価値生み差別化


金型メーカーのなかで、測定を重視する動きが広がっている。かつては「生産に貢献しないもの」とされてきた測定だが、測定技術の進歩によって品質の安定化や、生産性の向上など活用の領域が広がりつつあるからだ。そうした最新技術を活かし、金型メーカーは試作品を測定し修正工程の削減を図ったり、リバースエンジニアリングで測定事業を立ち上げるなど付加価値の高い金型づくりに取り組んでいる。
プラ型メーカーの長津製作所では試作成形品を測定し、今まで測定できなかった微妙な形状の変化を検査し、修正工程の削減している。アイエムデー工業でも試作品をユーザーと同じ方法で測定し、検査ミスを減らしている。光佐は測定事業を立ち上げ、金型メーカーならではのノウハウで出張測定やリバースエンジニアリングを受託している。
こうした取り組みを可能にしたのが、測定技術の進歩だ。レーザーやレンズなど光学機器の性能アップし、3Dスキャナーなどの非接触測定機の精度が実用レベルまで進化。測定時間の短縮や、今まで難しかった測定が可能になった。
ケーススタディ① 長津製作所
ケーススタディ② 光佐
ケーススタディ③ アイエムデー工業
——————————————————
ケーススタディ① 長津製作所
3D技術活かし工数削減
トータル工数、2割減
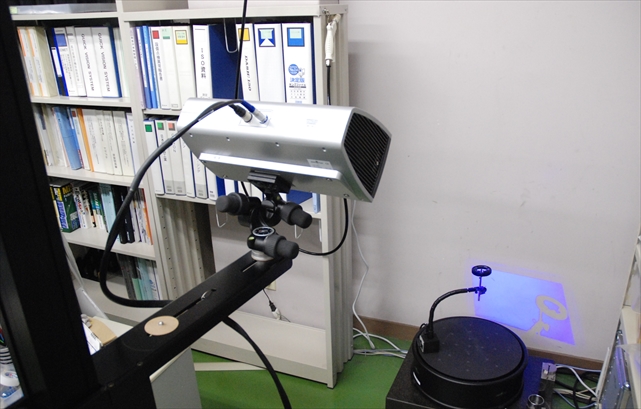
精密樹脂部品用の金型を手掛ける長津製作所では非接触式測定機で試作成形品を測定し、初期段階での金型補正に活かしている。今までは接触式の測定機で測り、ポイントでの評価だったため、形状の微妙な歪みや曲りを検知できないなどの課題があった。そのため何度も金型の補正工程を繰り返し、工数に無駄が生じていた。
そこで昨年8月、約1800万円を投資し3Dスキャナーを導入。面で測定するため、目視では確認できない形状の歪みや変形箇所が確認できるようになった。また、基準となる独自の多角形の測定マーカーを製作し、作業者によるバラつきを低減。測定精度は常に100分の3を実現した。
測定データと3次元CADデータとの比較結果をカラーマップ化し、視覚認識することで初期不良が正確に発見できるほか、金型の補正量の判断がより簡単になった。金型製造工程のトータル工数は従来比で15~20%ほど削減できた。
また、同社では2000年から中国工場を立ち上げ海外生産を進める。測定グループの佐藤守リーダーは、「海外拠点に同じ測定機を設備することで、日本で測ったデータを送り、現地生産品との比較測定ができる。量産可否判定をよりリアルタイムで行えるものづくりを実現したい」と生産スピードのさらなる向上を目指す。
▽住所:川崎市中原区中丸子57
▽電話:044・433・8371
▽代表者:山野井清氏▽従業員数:110人
▽主な測定設備:三次元測定機(ミツトヨ)2台、CNC画像測定機(ミツトヨ)2台、3Dスキャナー(シュタインビヒラー社)1台、真円度測定機(東京精密)1台など。
——————————————————
ケーススタディ② 光佐
3D測定で新事業
出張測定や受託測定

プレス金型メーカーの光佐は、出張測定やリバースデータエンジニアリングを行う「3D測定.com」を展開している。
顧客の要望に応じて①出張測定②受託測定③リバースデータエンジニアリングの3つのサービスを用意した。例えば「2番型作製のための金型の手仕上げ部を把握したい」といった時。大型のプレス金型などの移動はコスト面を考慮すると難しいため、出張で測定する。
逆にサイズや納期に余裕がある金型などでは、受託測定する。即日対応も可能で、到着後3日以内に対応し、データ支給によっては比較や寸法検査なども請け負う。リバースデータエンジニアリングでも顧客のニーズに応じた提案を行う。佐口泰史社長は「金型を熟知しているからこそ、金型づくりに必要な測定や提案ができる」と言う。
サービスを強化するため、測定領域を広げるため設備も拡充。非接触画像測定機ではドイツGOM社の「ATOSⅢ」などのほか、アメリカファロー社の多関節アーム式測定機「FAROARM」などをそろえている。
▽住所:群馬県太田市飯塚町1856
▽電話:0276・46・0756
▽代表者:佐口泰史社長
▽従業員数:20人
▽主な測定設備:非接触3次元測定機「ATOSⅢ」など2台、広角フォトグラメトリーシステム「TRITOPS」2台、非接触3次元デジタイザ「VIVID」など。
——————————————————
ケーススタディ③ アイエムデー工業
顧客と同じ測り方
検査ミス減らし信頼に

穴や凹凸が組み合わさり、検査箇所は200にもおよぶ―。二輪車部品などのプレス金型メーカー、アイエムデー工業は、そうした試作品の形状や寸法を顧客と同じ方法で測定する。基準軸や原点の設定が顧客と異なることによる検査ミスを減らすためだ。
手掛ける金型のなかで最も多いクラッチの部品。抜きや曲げ、絞りの複合部品で、形状・幾何公差は厳しいもので100分台、検査箇所は多いもので200を超す。金型のリードタイムは1・5~2カ月。検査ミスが原因で金型をつくり直し、納期に遅れることにもなりかねない。
そこで顧客と同じやり方で試作品を測る。金型を受注した段階で顧客と打ち合わせをし、基準軸や原点の取り方をすり合わせる。そのやり方を基準にし、専属の技術者が最新の三次元座標測定機や形状測定機で試作品を測定。検査結果をもとに金型の不具合を調整し、求められる公差へと近づけていく。
石山和美専務は「測定の方法を共有しているため検査ミスは極めて少なく、ミスの原因の検証もし易い。金型の品質への信頼につながっている」と話す。
また金型の交換部品も顧客と同じ方法で測定する。顧客の納入先は主に海外。品質基準に満たず造り直すとなると現地工場の生産活動を止めかねない。同じ方法なのは不具合を最小限に抑えるためだ。
石山専務は「当社の事業理念は金型を通じて顧客の生産活動に貢献すること。試作品や金型の交換部品の測定のやり方もその一環。顧客により一層喜んでもらえるように、これからも取り組んでいきたい」。
▽住所:大阪府堺市東区日置壮西町6‐32‐40、072・287・2001
▽代表取締役社長:石山智子氏
▽社員数:8人
▽主な測定設備:三次元座標測定機(カールツァイス)
▽三次元座標測定機(ミツトヨ)
▽形状測定機(ミツトヨ)
金型新聞 平成27年(2015年)12月10日号
関連記事

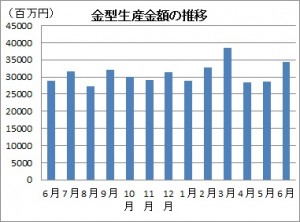
プレス用金型は9.9%減、プラ用金型は3.6%増 2025年6月の金型生産は、前年同月比0.3%減の248億2,163万円となった。前月比では16.1%の大幅減だった。数量は前年同月比7.5%減、前月比では12.4%減と…
プレス型は45.1%減、プラ型は5.5%減 2021年10月の金型生産は、前年同月比16.6%増の302億9,100万円となった。前月比では3.3%減。数量は前年同月比10.5%減で、前月比でも5.5%減の3万7,233…
プレス用金型は1.6%増、プラ用金型は5.6%減 2024年6月の金型生産は、前年同月比4.1%減の249億550万円となった。前月比では2.1%増だった。数量は前年同月比20.0%の大幅減、前月比では2.8%減の3万2…
前年同月比18.4%増の343億8,900万円 プレス型は17.8%増、プラ型は16.6%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員20人以上)による2015年6月の金型生産実績をまとめた。それに…
トピックス
関連サイト


