



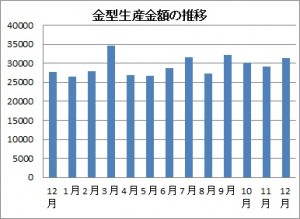
前年同月比12.9%増の313億2,100万円 プレス型は15・3%増、プラ型は18・8%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員20人以上)による平成26年12月の金型生産実績をまとめた。それ…
導入の裾野広がる
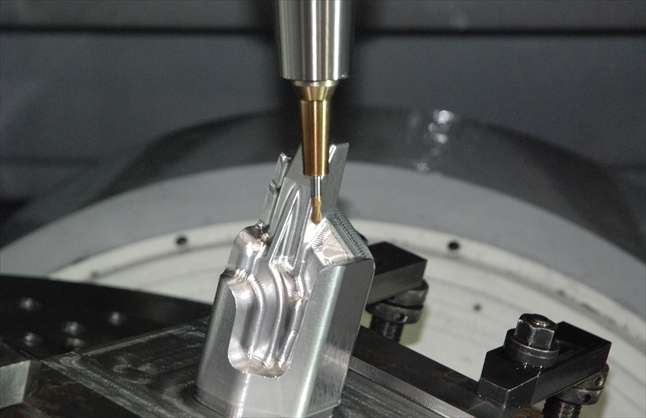
―5軸加工特集―
精度・操作性が進化
金型メーカーに5軸加工機がかなり浸透してきた。制御技術や干渉チェック機能の向上、精度アップなど工作機械が進歩し、安心して使える機能が充実してきたからだ。だが何より、CAD/CAMの進化が大きい。多くの金型メーカーが5軸加工を始めるのに障壁となっていた設計面での負担が激減できたためだ。
本特集では、使いやすく、より実用的になってきている機械やソフト、治工具などの最新動向をまとめる。また、5軸加工機を使う金型メーカーを取材し、5軸加工機を優位性がどこにあるのかを明らかにするとともに、5軸に関連する最新機械やソフトなどを紹介する。



機 械 制御技術、剛性が向上
ソフト 簡単に軸制御、干渉回避
金型メーカーの多くが5軸導入をためらってきた大きな要因のひとつがCAD/CAMだ。あるソフトメーカーの担当者も「以前は軸制御の指定を自らせざるを得ず、ハイスペックな技術が求められた。しかもパラメータも多く複雑だった」とその難しさを認める。実際に導入を考える金型メーカーも「5軸のCAM担当者がいない」や、「干渉など考えると導入を悩む」などと言う声が多かった。
しかし、多くのソフトメーカーではそうした使いにくさを改善。軸制御の指定にしろ、干渉回避にしろ、かなりの部分をシステム側に丸投げでき、作業の簡素化が進む一方で、高品質なパスを作成できる機能を充実している。先の担当者は「オペレータの負担は減り、間違いなく(5軸導入の)ハードルが下がっている」という。
そのひとつの証拠が導入までの教育期間だ。多くのCAD/CAMメーカーでも5軸対応機能を追加しているが、最近では「3軸ユーザーが1日程度の研修で5軸をつかるようになる」という。
今も操作性の改良や機能の充実などが進んでおり、益々使いやすくなっている。
CAD/CAMの操作性向上に加え、工作機械も進化してきたことで、5軸加工機の導入は進んでいる。特にこの数年で顕著な改善が見られたのがNC制御技術だ。工具の先端点制御や傾斜面の加工指定などもスムーズに行えるなど空間制御技術は進化しており、ソフト面の改良で今まで以上に使いやすくなってきている。
さらに、精度も向上している。5軸加工でありながら、精度が10μmを切るような高精度仕様の機種なども出てきた。各社とも、リニアの搭載やモータの刷新など機械要素部品を見直したり、熱変位補正などの機能を追加したりするなど、5軸の高精度へ追求はますます増している。
機械、ソフトで5軸が向けの機能が拡充している一方で、工具や治具も5軸対応機種は増えている。例えば切削工具。自由に工具のR形状を設定できるものも登場。工具とワークの接触面を広く確保できるので、5軸加工でより効率的な加工が可能だ。
ツーリングでは、剛性を維持した上で、複雑に動く主軸の干渉をより軽減させるため、焼ばめや、ハイドロチャックでツーリングサイズを小さくするなどの工夫がなされている。また、チャックやバイスでも、加工の自由度の確保と干渉を回避するコンパクトで把握力の強いものなども登場している。
次章では、こうした機械や工具を使い、5軸を有効活用しているユーザーの動きを見ていく。
——————————————————
高機能なマシニングセンタや操作ソフト、工具・治具などの登場によって一段と加工品質が向上し、操作し易くなっている5軸加工。とはいえ実際に金型加工ではどんな場面に活躍し、どれくらい貢献しているのだろうか。5軸加工の導入で金型の品質を高め、加工時間の短縮にもつなげる金型メーカー2社を訪ねた。
5軸加工の現場を訪ねて 田口型範(埼玉県川口市)
深溝などの加工時間40%減
手仕上げレス目指す
鋳造用金型メーカーの田口型範が5軸加工機を使って目指すのは、磨き工程を必要としない「仕上げレス」だ。「ユーザーの要求精度が高くなり、手仕上げではμ単位で安定した精度の加工は難しい」(田口順社長)と精度が不安定な手仕上げ工程を無くし、生産性向上を図り、品質の安定化を狙う。
5軸加工では、中心刃を使わず、常に一定の角度でワークが削れる。また、深溝など従来の3軸では工具長の長い刃物で加工していたのを、短い工具長での加工が可能となり、びびり現象が抑制できる。そのため、加工段差の少ない綺麗な加工面に仕上げられ、切削だけで高い面粗度を出し、仕上げ工程を短縮できる。
従来は、こうした高精度な加工をするには、段取り工程に手間が掛かり、生産性が悪かった。同社では、傾斜45度のテーブルを使って、R1~2のコーナー角や立壁の加工をしていたが、加工時間の大半を段取り替えに費やしていた。それが、段取り替えが必要ない5軸加工機によって、加工時間が約4割も短縮。工具コストも削減でき、生産性の高い金型づくりを実現した。
これらの取り組みを支えるひとつに「ソフト面の進化が大きい」(田口社長)と高い性能の機械を扱い易くするソフトの充実を挙げる。昨年9月に導入した牧野フライス製作所の「D800Z」には、加工と同時に機械の動きをシュミレーションする衝突防止ソフト「コリジョンセーフガード」が搭載されている。一方、CAMでは、3軸用のパスを自動で5軸用に変換するWorkNCの「オートファイブ」を使って加工プログラムを作成している。
「導入から1年弱、まだまだ課題はある」(田口社長)と治具の選定やプログラム作成時間の短縮など改善点は多い。しかし、従来の3軸加工では不可能だった型構造や、より硬度の高い材料の加工など、今までにない新しい金型技術を実現する可能性を秘めている。同社でも「将来的には、ワークの大きさによって2~3機種を揃えていきたい」(田口社長)と今後も5軸加工技術を追求していく考えだ。
田口型範
▽埼玉県川口市中青木2‐20‐15▽電話:048・251・2765▽代表者:田口順社長▽従業員:140人▽営業品目:鋳造用金型・木型、5軸加工、試作、解析、計測。
5軸加工の現場を訪ねて 名古屋精密金型(愛知県東浦町)
段取り・放電レスで時間短縮
ランプ金型の工程集約

自動車用ヘッドランプのプラスチック金型を設計・製造する名古屋精密金型は数年前より5軸加工機を導入し、問題になっていた工数削減に取り組んできた。100分の1㎜台の精度を必要とするヘッドランプの金型形状、スライド部品の加工をワンチャッキングで加工することで、工数を削減しつつ、高い加工精度を追求している。
「これまでの3軸加工では深溝の多い金型形状において、付き出しの長い切削工具を使用することになり、精度を出すために工数が増える」と同社の南谷広章社長は話す。そこでDMG製(現DMG森精機)の5軸加工機「DMU 80P DUO BLOCK」を導入し、5軸加工の特性であるヘッドを傾けた深堀加工で短い工具と焼きばめホルダを使用し、安定した加工精度を可能にした。「5軸加工によって段取りレスができ、リードタイム短縮のほか、放電レスにもつながった」と中仕上げ~仕上げ加工まで行っている。
導入当時は本当に工数削減できるのか、多くの検証も行った。特にCAMの加工プログラムに関しては、本社含む3工場でそれぞれ違ったソフトを使用し、工数削減率を調べるなど行い、現在はC&Gシステムズの「CAM-TOOL」を加工プログラムの工程が組みやすいと採用し、従来比35%の工数削減を達成している。
自動車用ヘッドランプはLED化が進み、それに対応する金型需要が急速に伸びている。同社はLED化に対応するため、金型にライトガイド方式と呼ばれる単一の光源で広面積を光らせる光学装飾を施すため、回転数の高いマシニングセンタを設備し、R0・1の微細な加工技術の開発に日々研究を進めている。
名古屋精密金型
▽愛知県知多郡東浦町緒川字北鶴根66‐5▽電話:0562・84・7600▽代表者:南谷広章社長▽従業員:138人▽営業品目:プラスチック成形用金型。
金型新聞 平成27年(2015年)8月10日号
関連記事
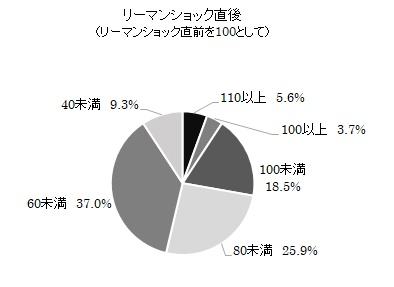
課題はさらなる顧客開拓 金型新聞はこのほど、国内の金型メーカー112社に「足元の業況と未来を拓く次の一手」についてアンケート調査を実施した。その結果、60%を超す会社が、自動車業界の好調などを背景に、好調だったリーマン…

前年同月比 0.3%増の343億1,900万円 プレス型が11.6%増、ダイカスト型は9.6%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員30人以上)による2017年12月の金型生産実績をまとめ…
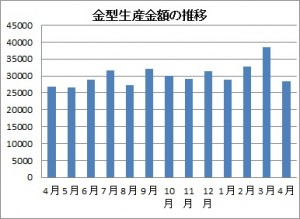
前年同月比5.4%増の283億1,300万円 プレス型は6・0%減、プラ型は2・6%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員20人以上)による平成27年4月の金型生産実績をまとめた。それによると…

プレス用金型は2.5%増、プラ用金型は15.6%増 2022年7月の金型生産は、前年同月比3.5%増の304億2,800万円となった。前月比では4.7%増。数量は前年同月比12.8%減、前月比でも10.7%減の3万4,5…
トピックス
関連サイト


