



11月24日 ホテルインターコンチネンタル東京ベイ 業界功労者など表彰 日本金型工業会(牧野俊清会長・長津製作所会長)は11月24日、ホテルインターコンチネンタル東京ベイ(東京都港区)で、創立60周年記念式典及び第44…
小径工具で精密加工
山田金属彫刻
細いリブのコアや3次元の電極
品質・価格、要望に合わせ
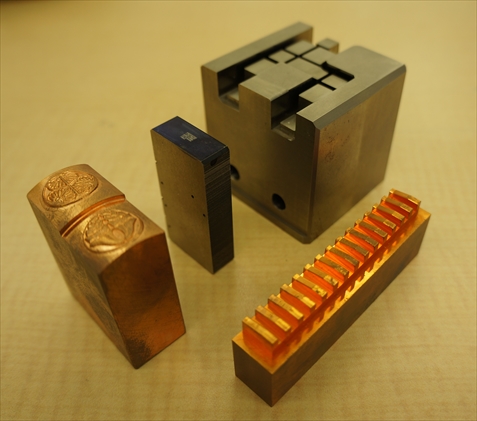
▲左 細いリブのコアや電極 右 切削で加工した般若心経
細いリブが連なるコアや滑らかな3次元曲面のある電極。山田金属彫刻(京都市山科区、075・591・2804)は、こうした形状が複雑で精密な金型の入れ子や放電用電極を手掛ける。培った切削と放電の技術や長年のノウハウで、金型メーカーが求める品質やコストに応えている。
同社は小さなワークの微細な加工に特化している。受注するのは殆どが手の平に乗る大きさで、切削や放電で細い溝や曲面を加工する。特に得意なのが小径工具による切削で、10㎜角の入れ子の加工でφ0・06㎜のエンドミルを使って細かなリブを加工したこともあるという。
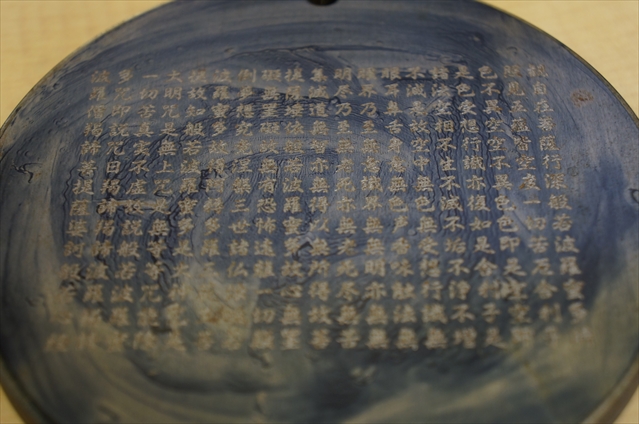
微細切削の源流は、創業事業の彫刻。今でも入れ子などに文字や数字の彫刻をしており、山田竜治社長は金属にタテヨコ3㎜、深さ0・05㎜の文字を刻んだ般若心境の見本を見せてくれた。「この彫刻で加工技術を磨き、入れ子や電極へと広がっていった」。
そして同社が独特なのは、金型メーカーの品質、価格の要望に応じて切削と放電を使い分けること。それほど複雑な形でなくてもシャープなエッジを求めるのなら放電。深いリブと曲面が組み合わさり加工精度のためには放電が最適でも安い価格と短い納期を望むなら切削で加工する。
電極の加工を省ける切削は加工時間が短く、電極の電極をそのまま転写する放電は品質はいいが時間が長い―。例えば金型メーカーにはそんな先入観を持つ人もいるが、「それはあくまで特性。お客様のニーズをしっかり把握して、切削と放電それぞれの長所を生かして要望に応えている」。
最近は、このところ金型に使われることが多くなった超硬合金の直彫り切削にも取り組んでいる。山田社長は「もっと加工技術の幅を広げて、お客様の望みに応えていきたい」。
会社メモ
▽京都市山科区東野八反畑21‐5
▽代表取締役・山田竜治氏
▽創業・1970年
▽社員数・11人
▽事業内容・機械彫刻、金型彫刻、刻印、NC三次元加工、放電加工など。
金型新聞 平成27年(2015年)2月10日号
関連記事

10tクラスの金型を製造 トライ&メンテの少ない金型 「ある自動車用ユニット部品の金型構造は複雑で、最初は赤字だった」と光久専務は話す。創業時パナソニックやシャープなど弱電メーカーの樹脂金型を製作し成長してきた同社は長年…

アッサブジャパン(東京千代田区、03-5226-3781)はこのほど、袋井事業所に真空焼入れ炉を導入した。焼入れまで内製化することで、短納期対応を強化する。合わせて「スタバックス」の焼入れプレートの出荷も開始した。 袋井…


金型の内部を見える化 プラスチックやダイカストなど金型を手掛ける中日金型(愛知県春日井市、0568・27・6388)は従来、見えない金型の内部構造を見える化し、体験学習を可能にした教育ツール『マナガタ』を発売。アクリル材…
トピックス
関連サイト


