



高精度、高性能な放電加工機で金型産業に貢献してきた三菱電機(東京都千代田区、03-3218-2111)。近年は、機械だけでなく、遠隔地からのメンテナンスサービスやAI技術の活用など金型づくりの高度化に対応するサービスや…
鈴木工業 デジタル技術を駆使し、スピード追求した金型づくり【金型の底力】
自動車用プレス金型を手掛ける鈴木工業は、スピードを追求した金型づくりを進める。これまでにシミュレーションソフトなどのデジタルツールを導入したほか、金型部品の分散加工などに取り組み、金型製作のスピードを向上させてきた。足元でも積極的な設備投資を進め、さらなる生産効率の向上や大物加工への対応を目指す。同社の取り組みに迫った。

鈴木工業は自動車のフレームや補強部品の金型を手掛ける。もともと2000年頃までは500㎏~1t程度の金型を手掛けていたが、徐々に大型化。現在は3~6tほどの金型を生産する。引張り強さで590MPaや780MPaのハイテン材向けをメインとし、近年では980MPa以上の超ハイテン材をプレス成形する金型も受注する。
同社がこうして事業領域を拡大できたのが、スピードだ。「当社にはもともと組立や磨きなどの高度な技能を持った職人と呼べる人材がいなかった。競争力を高めるために行き着いたのが、とにかく金型製作のスピードを上げることだった」(鈴木修一執行役員)。

そこで取り組んだのが、デジタルツールの活用だ。まず進めたのが図面のペーパーレス化。加工現場の各機械にパソコンを搭載し、その場で図面を確認できるようにした。それにより、煩雑だった管理を容易にし、作業効率を向上させた。
02年にはプレス成形シミュレーションソフトウエアを導入。熟練作業者の経験や勘などに頼らなくても、割れやシワ、スプリングバックなどの予測が可能になり、それまで何度も繰り返していた成形トライの回数を削減。金型製作時間を大幅に短縮した。

13年頃からは金型ベースを鋳造している間に金型部品の加工を並行して行う分散加工にも取り組んだ。通常は土台となる鋳物に鋼材を組み付けてから加工を行うが、分散加工では鋳物に組み付ける前に複数台のマシニングセンタ(MC)で鋼材を加工する。これによって金型加工にかかる時間を短縮した。
この工法を実現させるためにNCデータ作成の効率化も進めた。加工パス作成に必要な条件をデータベース化し、経験が浅くても最適なNCデータを作成することができる仕組みを構築。現在はNCデータ作成を女性パート社員が主に担当している。

こうした一連の取り組みによって、金型製作のスピードは大幅に向上。現在の金型生産数は09年頃に比べ、4倍近くまで増加しているという。
「今後も価格ではなく、スピードを競争力につなげていく」(鈴木氏)。21年にはCAD/CAMを導入し、さらなる効率化に取り組む。自動化を図り、人を介在せず、より早く金型をつくることができる工場を目指す。
また、足元では大物加工への対応も進める。22年11月に事業再構築補助金を活用し、新工場「大型機械工場」を設立。新たにテーブルサイズ2・5m×4mの門型5面MCを導入し、これまで以上の大物加工を可能にした。その他にも門型5面MCを1台、門型MCを2台設置する。「“下請け”から脱却し、選ばれる会社になるために、今後も取り組みを進めていく」(鈴木氏)。
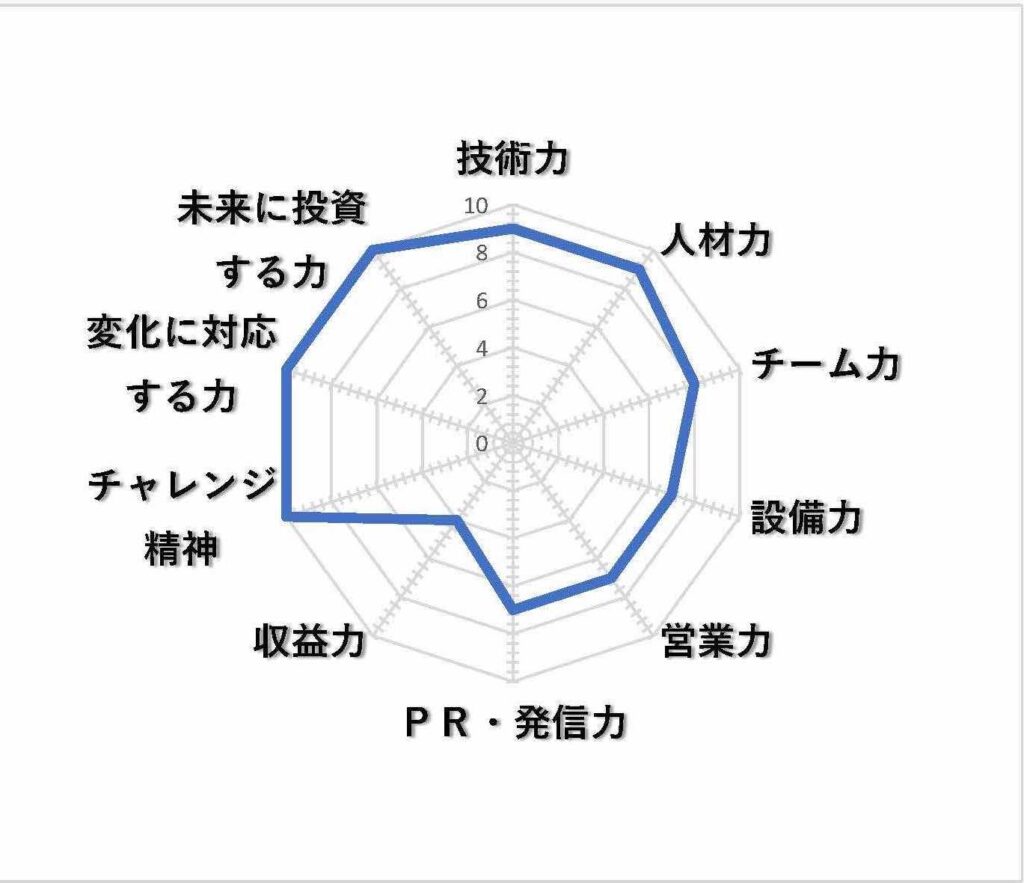
会社の自己評価シート
会社概要
- 本社: 群馬県太田市西新町135-8
- 電話: 0276・33・9533
- 代表者:鈴木翔太社長
- 創業: 1964年
- 従業員: 37人
- 事業内容: 自動車用プレス金型の設計・製作
金型新聞 2023年3月10日
関連記事


各種工業用ヒーターや金型均熱システムなどを手掛ける平和電機(愛知県一宮市、0586-77-4870)は独自のエンジニアリング力を強みに、金型メーカーの様々なニーズに応える。近年はSDGsなど循環型社会への貢献を目指し、新…

ホットランナの市場拡大を 今年、日本法人設立30周年を迎えたハスキー(東京都町田市、042-788-1190)。プリフォーム射出成形システムの世界最大手でありながら、ホットランナメーカーとしての側面も持つ。日本では20…

Hexagon(東京都千代田、03-6275-0870)は、計測やCAE、CAD/CAM技術を生かして製造プロセスのDX化を推進する「Smart Manufacturing(スマートマニュファクチャリング)ソリューション…

取引適正化の活動継続 今年の通常総会で、日本金型工業会が山中体制になって2年目を迎える。就任以来「稼ぐ力」の強化を訴えてきた山中会長はこのほど、稼ぐ力を鍛えるために4つの軸を設定した。「価格決定力」、「市場拡大の施策の推…
トピックス
関連サイト


