



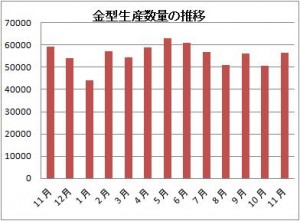
前年同月比3.5%増の281億7,700万円 プレス型は4.2%減、プラ型は15.5%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員20人以上)による平成25年11月の金型生産実績をまとめた。それによ…
光佐、プレス型メンテに力
 完璧な成形を行うため、金型を最終調整する「玉成技術」。プレス金型の玉成とリバースデータエンジニアリングを行う光佐は玉成を武器に、プレス金型のメンテナンス事業「金型119番」を展開している。
完璧な成形を行うため、金型を最終調整する「玉成技術」。プレス金型の玉成とリバースデータエンジニアリングを行う光佐は玉成を武器に、プレス金型のメンテナンス事業「金型119番」を展開している。
元々はプレス金型メーカーだが玉成に特化するほうが強みを生かせると判断し、約30年前に専業に転換。最近は、リバースデータエンジニアリングも手掛け、3次元CADデータのない金型の出張測定も手掛けている。
現在注力するのが金型補修「金型119番」。出張、持ち込みを問わず、プレス金型を測定し、補修、短納期で納品する。強みは玉成で培った金型ノウハウだ。「測定方法や修正部位など金型を熟知していないと適切な補修ができない」(佐口泰史社長)。
納期や価格も強みだ。金曜夜に持ち込み、月曜朝納品といったケースもある。価格も「測定したSTLデータで切削するので市場価格の約半分でできる」(佐口社長)。3次元データが必要という顧客には別途データの支給も可能だ。
今後は「金型119番」の認知度を高めるため部品メーカーなどとの協業も視野に入れ、「玉成、リバースに次ぐ事業の柱にしたい」と意気込む。

佐口社長
会社メモ
本社:群馬県太田市飯塚町1856、0276・46・0756
設立:1955年
社長:佐口泰史氏
社員数:23人
金型新聞 平成29年(2017年)5月12日号
関連記事

金型は大量生産の治具から個別少量生産へとシフトしたことで、高品質な「個の量産」技術が求められている。そこで必要になるのが膨大に増えるデータの適切な管理や共有。本稿では新たなデータ連動テクノロジー「メタデータ」を活用し、製…

バイオプラの加工デモ 放電精密加工研究所(横浜市港北区、045・277・0330)は12月5、6日の2日間、大和事業所(神奈川県大和市)でプライベートショーを開催した。サーボプレス機事業や金型事業の取り組みを紹介。2日間…

岡本工作機械製作所はこのほど、伊藤暁取締役常務執行役員が社長に就任すると発表した。石井常路社長は代表権のない会長執行役員に就く。 金型しんぶん2026年6月10日号

今年、日本法人設立50周年を迎えたマーポス(東京都大田区、03 -3772-7011)。精密計測機器を手掛け、特に金型分野ではタッチプローブやレーザーによる工具やワークの計測などで、日本の金型づくりを支えてきた。近年は…
トピックス
関連サイト


