


PART4:モノエン・モビツーのトップに聞く金型メーカーに期待すること 技能絶やさぬ取り組み / 型にとらわれぬ柔軟な視点 人の動き、 カンコツを定量化 次世代車の中でも、やはり電動化へのインパクトは大きい。金型への影響…
イワタツール トグロンハードドリルの挑戦
焼入れ鋼に穴があく
金型製作工程を短縮
設備強化で需要に対応

岩田昌尚社長
「始まりは硬い材料を削れるドリルを作ることだった」と岩田社長。特にユーザー要望があったわけではなく、創業時からセンタードリルのメーカーで新ドリルの開発を進めていた岩田社長は「ある理論に基づき刃先形状を大幅に変えたら硬い材料に穴があいた」。これを機に発売したのがトグロンハードドリル。だが、「発売時は売れなかった」という。従来焼入れ前に穴加工するのが通常で、「焼入れ鋼に穴加工するのは稀。市場性が薄かった」と振り返る。
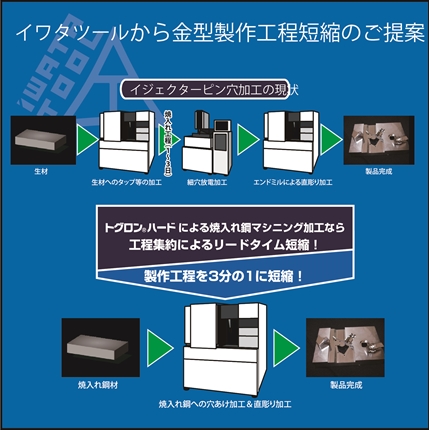
金型製作の工程短縮
ところが、機械メーカーを通じて金型メーカーの三洋技研(プラスチック金型)が『焼入れ鋼にドリルで深穴加工を試したい』と申し出があり、試作したドリルなどを用意しテスト加工を行った。すると、「安定した精度で穴加工でき、これならリーマ無しで寸法通りの加工ができる(1穴加工時間80秒以下)」と高評価を得て、焼入れ鋼に深穴加工ができるトグロンハードロングドリルが誕生、三洋技研の承諾を得て、新製品として販売を図る。

サンプルワーク

トグロンハードドリル
今後はトグロンハードシリーズの生産強化とラインアップの拡充を図ると岩田社長は言う。年間数億円を投じ工場設備を強化し需要増に対応する。製品ラインアップも「今はHRC40~72という広範囲を1製品で対応しているが、HRC40以上・50以上・60以上といった細かな製品群やオイルホール付で部品加工の分野にも対応していきたい」と語る。今年創業90周年を迎える同社の躍進は始まったばかりだ。
会社概要
代表者=岩田 昌尚社長
住所=名古屋市守山区花咲台2-901-1
電話=052・739・1080
生産品目=トグロンシリーズ、センタードリル、SPセンター、特殊切削工具、ハンドグラインダー、熱処理業務など。
金型新聞 平成30年(2018年)6月8日号
関連記事


伊藤製作所(愛知県弥富市)は熱間鍛造金型やダイセットを主力とし、クランクシャフトなどの自動車向けや建機・重機、免振装置、航空機といった幅広い市場で活躍する。特に大型の金型やダイセットが得意で、ダイセットは500~6300…

育成のプロ、名匠塾の塾長 社内の技術者に研削や切削など加工の基礎を教える「名匠塾」の塾長。塾生は10年間で全社員の3分の1に当たる168人。同社のものづくりを支える育成のプロだ。 入社時は「おシャカ製造機」と言われる…

ダイカスト金型メーカーの日本精機は金属3Dプリンタを活用した金型づくりに本格的に乗り出す。7月に金属3Dプリンタ2台を導入した。きっかけはSKD61相当材で造形が可能になり、金型への適用領域の可能性が広がってきたこと。ま…

潜在する魅力引き出す 製造×サービスで価値を創造 プラスチック金型メーカーの安田製作所は今春、社名を「IBUKI」に変更した。昨年9月、同社を傘下に収めた、製造業向けのコンサルティング会社O2(東京都港区)の松本晋一社…
トピックス
関連サイト


