



高い鏡面性を実現 熱処理から表面処理まで独自技術を持つリヒト精光(京都市南区、075-692-1122)はインターモールド2022大阪でエジソンハード処理(新ガス窒化処理法)の新技術を披露した。成形時のキズや摩耗の激しい…
独自の型構造を採用
トヨタ自動車
アンダーカットで新工法
トヨタ自動車は独自の金型構造を採用した新たなアンダーカットの処理方法を開発した。これまでに比べて高い意匠面が得られるほか、設計時間の短縮や、金型の保全の手間削減にもつながる。この機構は特許も取得済みで、すでにトヨタグループの多くの車種のバンパーの成形で使われている。現在はバンパーでだけだが、将来的には異なる部品への適用も検討しているという。
意匠性改善
設計短縮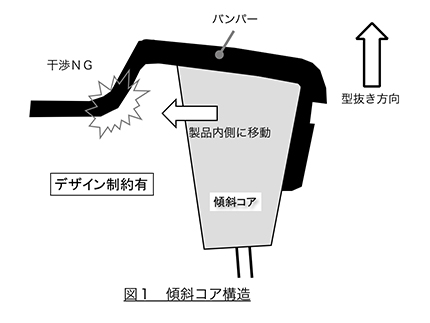
新工法開発の背景にあるのはバンパーの形状やデザインの変化だ。近年のバンパーにはシャープさが求められたり、大型化したり、形状が複雑化したりしている。
「従来のやり方だとデザインに制約を生じることも起きかねない」(車両工機部型設計室の山本和希氏)状況にあったという。
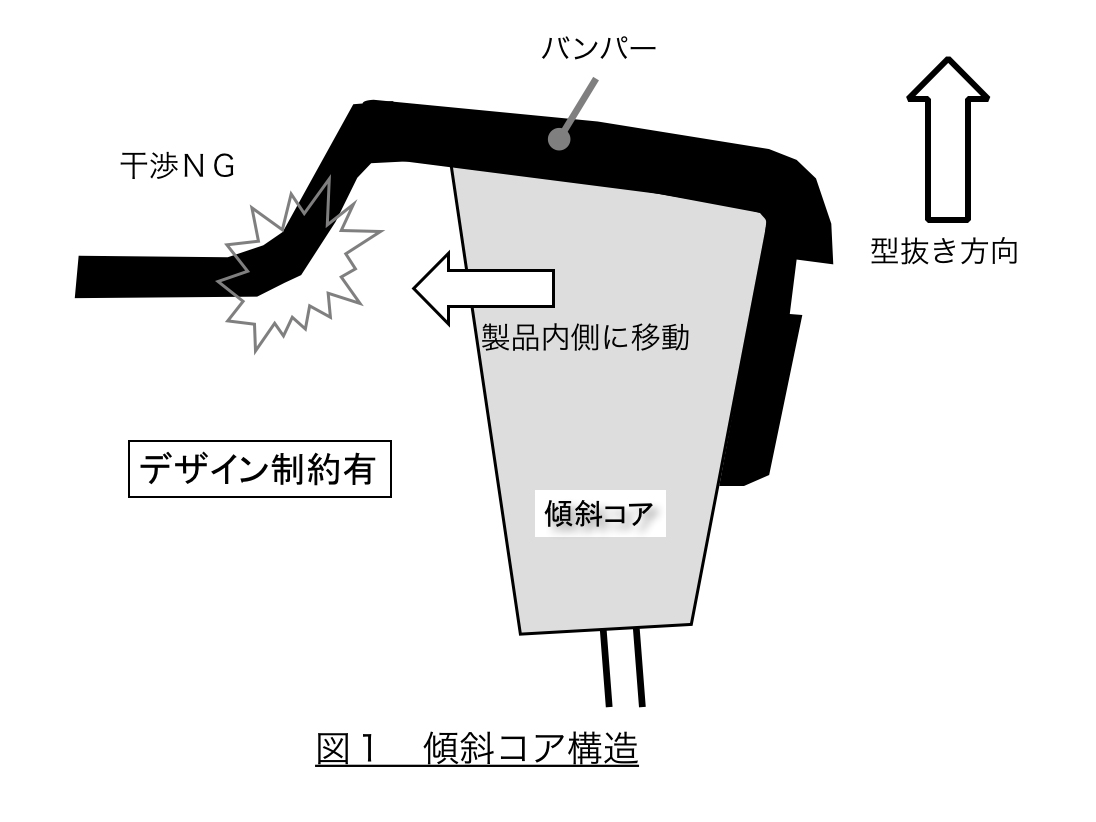
バンパーのアンダーカット処理方法はこれまで2つに大別されていた。1つは傾斜コアを使う手法。複雑な三次元形状の傾斜コアを製品内側に動作させる方法(図1)で、これだと物理的にデザインを制限することがあった。
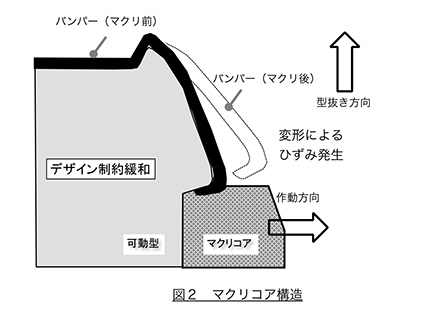
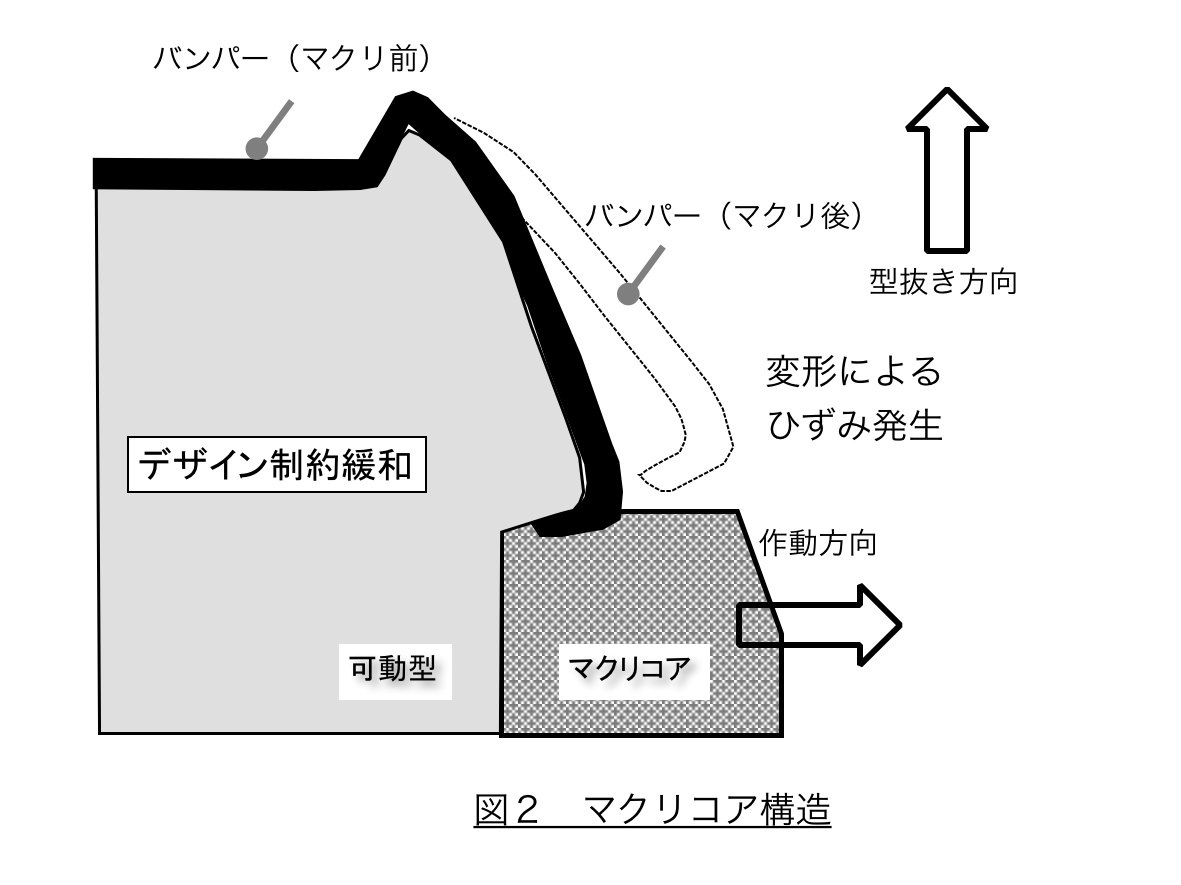
もう1つが射出後の弾性変形の領域内で変形させる外マクリ構造(図2)。これだと、ひずみが生じることなどが問題となっていた。
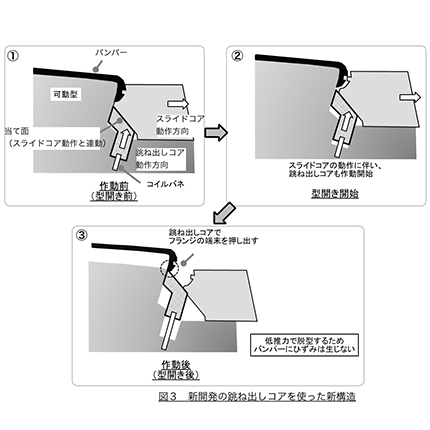
開発した新構造の金型(図3)はスライドコアと、成形品の押出しを補助する跳ね出しコアを採用。スライドコアが開いていくのと連動して、跳ね出しコアがフランジの端面を押し出す。跳ね出しコアには「5~10㎏程度の力で十分だと分かったため、コイルばねを採用した」(山本氏)。低い力で脱型するため、ひずみも発生しないという。
何より今回の構造の採用で効果的だったのが「傾斜コアが不要になったことだ」(山本氏)という。傾斜コアはバンパーの内側の形状に影響するため、複雑な三次元設計が必要だったが、「それがなくなるので設計時間が不要になった」(山本氏)。
さらに、傾斜コアを使う場合、金型とコアの間に数ミクロンレベルのコア段差が発生してしまうこともあった。それの調整も不要になったことで、金型の保全費用も大幅に削減できたという。
開発した金型構造はすでに特許も取得済みで、トヨタグループで使われているバンパーの金型には大半が採用されているという。現状はバンパーのみでの採用だが、車両工機部型設計室の嶋方克好グループ長は「今後樹脂化が進めば、この技術が使えそうな部品もあるので、他部品への適用も検討していきたい」としている。
金型しんぶん 2020年1月10日
関連記事

ダイカスト金型などで使用され始めた金属3Dプリンター。しかし、造形で広く使われる粉末材のマルエージング鋼では熱伝導性が低いなどの課題もあり、SKD61相当の粉末材の開発が求められていた。今回、三菱商事テクノスと大手素材メ…
NCBrainAICAM セイロジャパンの公式製品紹介・お問い合わせは、こちらから 現場の課題 人手不足が深刻化し、CAMエンジニアの不足にもつながっている。さらに、働き方改革などによって労働時間が短くなり、エンジニア…
ソリッドラジアス ダイジェット工業(大阪市平野区、06-6791-6781)は、熱の発生を抑える低抵抗な刃先と強靭な高硬度材用新材種を採用した4枚刃のソリッドラジアスエンドミル「ハード1ラジアス」を発売した。 荒…

ユーザーと加工会社をAIでつなぐ ミスミグループ本社はこのほど、ユーザーと部品加工メーカーを人工知能(AI)でマッチングする製造業向けのマーケットプレイスを開設した。オンライン部品調達の「Meviy(メビー)」だけでは対…
トピックス
関連サイト


