



プラスチック金型メーカーのMEISEI(旧名古屋精密金型、愛知県知多郡東浦町、0562・84・7600)は10月30日~11月1日の3日間、ポートメッセなごやで開催された「メッセナゴヤ2024」のサーキュラーエコノミーあ…
高能率化と刃具寿命向上
エヌティーツール
スリムハイドロチャック
ブラスターシリーズ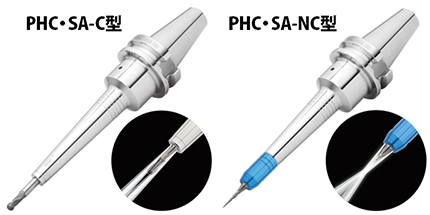
現場の課題
複雑な形状ワークや深掘加工では加工条件によりクーラント外掛けだけでは冷却が不十分になりがちという問題。
提案・効果
前述の現場の課題に対し、スリムハイドロチャックブラスターシリーズの「PHC・SA-C型」はチャック先端と刃物シャンクとの隙間からクーラントを吐出することで刃先まで確実なクーラントの供給を可能にした。把握径はφ3~25㎜、対応シャンクはBT、AHO、HSK・A、UTS。
また、同シリーズの「PHC・SA-NC型」は先端キャップを交換することで刃先の位置・形状に応じてクーラント吐出位置を変更可能。主軸回転の遠心力によるクーラントの拡散を抑制し、小径のテーパボールエンドミル加工でも切削部へピンポイントにクーラントを供給できる。把握径はφ4~φ12㎜、対応シャンクはBT、AHO、HSK・A。
これらの製品を使うことで刃先の冷却が改善し、刃具寿命の向上が期待できる。また、ハイドロチャック特有の防振性や、繰り返し精度の良さもあり、加工精度の向上にもつながる。
金型新聞 2020年4月10日
関連記事

金型の最新技術を講演 型技術協会(白瀬敬一会長、神戸大学)は6月17、18日の2日間、大田産業プラザPIO(東京都大田区)で「型技術者会議2021」を開催する。金型に関連する技術講演や自動車メーカーなどによる特別講演が開…
ダイカストやプラスチック金型で金属3Dプリンタが採用されるケースが出始めてきた。造形条件の確立、レーザーの進化による高速造形など作業性の改善が背景にある。マルエージング鋼やSKD61相当材など金型に適した粉末材料が登場し…

hyperMILL AM 金型の肉盛溶接や異種材料の結合(バイメタル)などで活用され始めているDED(ダイレクト・エナジー・でポジション)方式のAM装置。同方式で課題の一つとなるのが積層用のパスの作成。切削とは異なる動き…

シンクビジョン(静岡県浜松市、053・437・5691)はこのほど、生産管理システム「cycleon(サイクロン)」の新バージョンを発売した。見やすい画面配置や操作性の強化など、現場の作業者の使いやすさを追求した。 …
トピックス
関連サイト


