



日東工器はこのほど、リニア駆動式の真空ポンプの高出力機種「VP0940T」を開発した。子会社のメドー産業が販売する。120l/分とシリーズ最大の吐出空気量と、到達真空度がマイナス53・3kPaと高出力を実現。一方で消費電…
瑞穂工業 コーティングとは異なる表面処理技術『SurmoX処理』【金型テクノラボ】
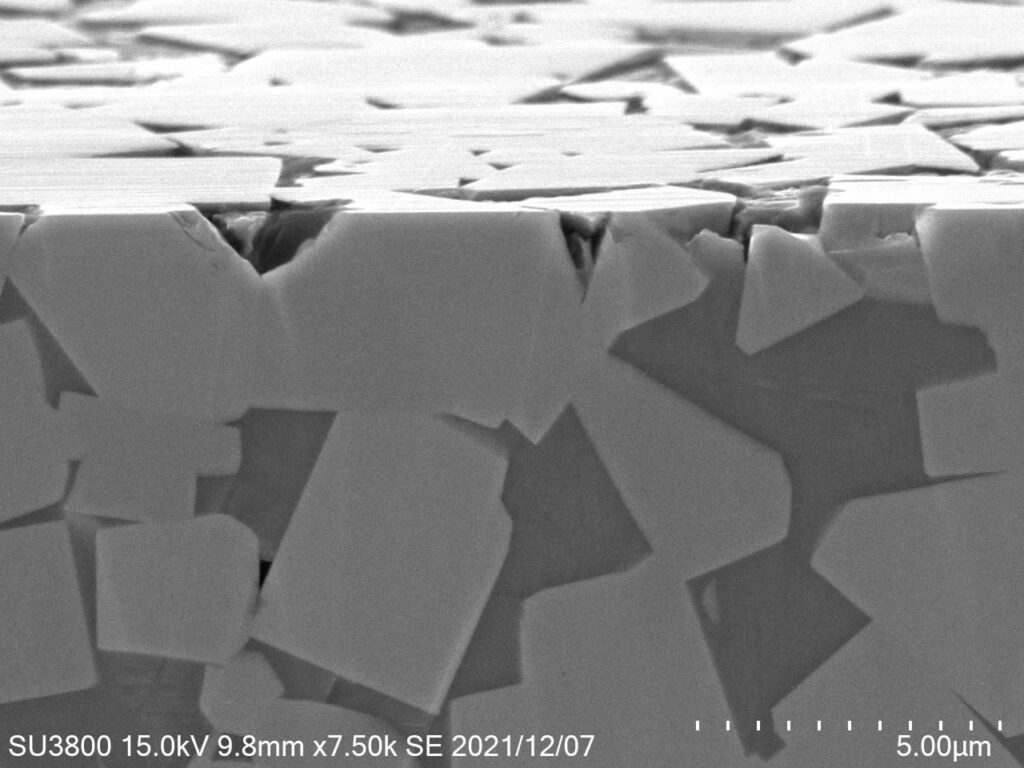
様々な分野で超硬合金の金型が使用されているが、その寿命向上が課題となっている。コーティングとは異なる表面処理技術である『SurmoX処理』(写真・断面図)は、冷間鍛造金型や伸線ダイスの凝着抑制、粉末成形金型の離型性向上・摩擦低減など金型へのダメージを軽減し、長寿命化に貢献する。その効果のメカニズムと事例について解説する。
超硬工具の損傷と対策について
現在、プレス加工、線材加工など様々な分野で耐摩耗超硬工具が使用されている。しかし、主成分であるタングステンはレアメタルであり、コストや資源保護の観点から、いかに長寿命化するかが課題となっている。
超硬工具は主に硬質相(タングステンカーバイド)と結合相(コバルト、ニッケル)によって構成されており、工具損傷の一因として結合相であるコバルトやニッケルが被加工材との親和性が高いことが挙げられる。そのため、工具の長寿命化には、結合相と被加工材の接触を少なくすること、摩擦熱を抑えて親和性を低くすることが重要と考えられる。
『SurmoX処理』の特長と効果について
『SurmoX処理』は特殊な処理を行うことで、結合相のみを狙った深さで除去し、金型表層に硬質相のみで構成された微細な凹凸を形成する。
図①は処理前と処理後を比較したもの。表層の結合相がなくなり、表層は硬質相であるタングステンカーバイドのみで構成され、凹みが出来ていることが分かる。この表面状態の変化で、凹み部分に潤滑油溜まりや空気溜まりが出来やすくなり、摺動性が向上し摩擦抵抗が減少する。
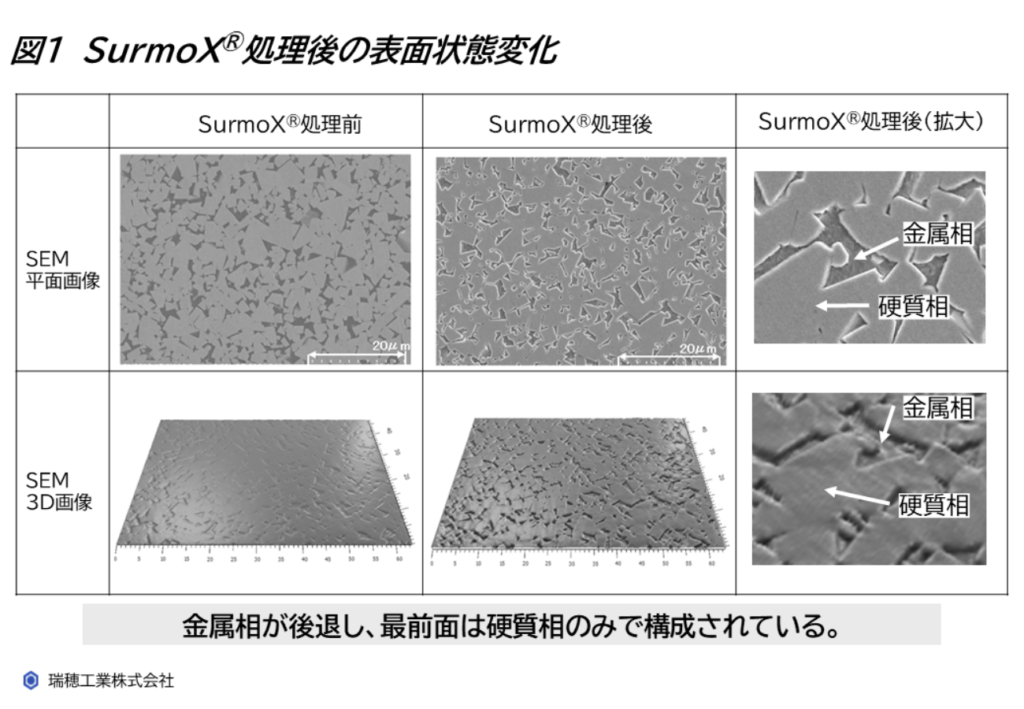
さらに、結合相と被加工材の接触を減少されることで、凝着が起きにくくなり耐凝着性も向上し、超硬工具へのダメージを抑え、長寿命化を図ることができる。SurmoX処理の効果を十分に発揮させるには下地の面粗度も重要で、LAP仕上げ面に処理することで効果を発揮しやすくなる。
熱による寸法変化・硬度変化がない
SurmoX処理の特長として、コーティングのように被膜を生成する処理ではないため、外形の寸法変化がほぼなく、処理時の温度も100度程度と低温なため、熱による寸法変化や硬度変化がほぼない。また、表面に凹凸を形成する処理だが、微細な形状のため、処理後の面粗度の変化もないことも特長の1つ。
さらに、一般的なコーティング処理では難しいとされている長さと内径の比(長さ/内径)が大きい深い穴でも内径面への処理が可能。
だが、コーティングのような硬質な膜を付加するわけではなく、硬さが向上する効果はない。
SurmoX処理の適用事例の紹介
ここでは、適用事例として伸線ダイスにおける事例を紹介する。
図②は伸線ダイスの概略図で、主に損傷する部分はリダクション部と呼ばれる材料を細かく絞る箇所となる。この部分は材料が高い圧力で伸線ダイスに密着するため、表面の潤滑剤が切れて、地肌が露出し、摩擦抵抗が大きくなってしまう。そのため、材料と伸線ダイスが直接接触する部分で局所的な摩擦熱による凝着が発生しやすい。
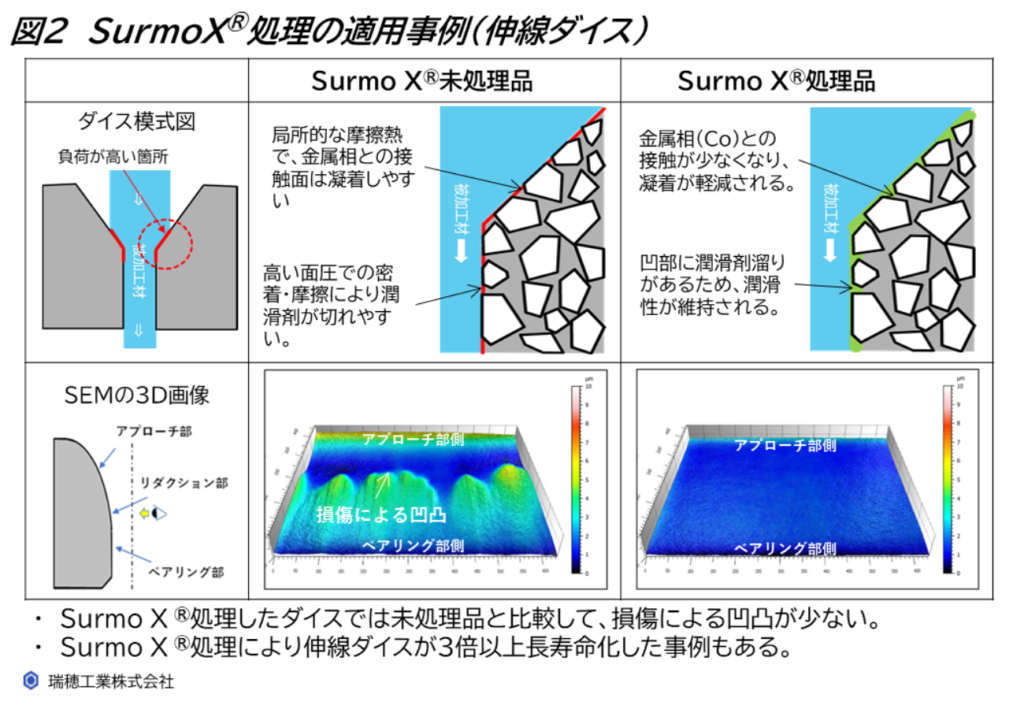
SurmoX処理を行うと、形成された凹部に潤滑剤が溜まるため、潤滑剤が維持される。そのため、摩擦抵抗が小さくなり、摩擦熱の発生を抑える。加えて、超硬合金の結合相と被加工材の接触も少なくなる。その結果、凝着が軽減され、伸線ダイスの寿命向上が期待でき、実例として5倍以上に長寿命化した事例もある。
また、冷間鍛造金型や絞り加工用金型などの超硬工具でも同じように凝着による損傷を抑制し、長寿命化に成功した事例もある。
しかし、工具の使用条件(被加工材、潤滑剤、形状、荷重など)によって期待される効果が発揮できなかった事例もあり、そのような原因の解析を行い、より多くの製品で効果できるように進化させていきたい。
瑞穂工業
- 執筆者:材料技術課 課長 佐藤 堅志氏
- 住所:大分県宇佐市院内町香下225
- 電話番号:0978・42・6010
記者の目
表面処理技術は金型の長寿命化に欠かせない技術の1つ。『SurmoX処理』はコーティングとは異なり、被膜を生成しないため外形の寸法変化がほぼなく、処理時の温度が低温なため熱による寸法変化、硬度変化、処理後の面粗度の変化もないといった特長があり、深い穴の内径面でも処理ができるなど魅力的な表面処理技術といえる(坂)。
金型新聞 2024年5月10日
関連記事

平面研削加工はこれまで、加工条件の設定や砥石の管理に高い技能が必要なため熟練技能者の存在が不可欠だった。しかし近年、自動化技術をはじめとする様々な機能を搭載する平面研削盤の登場で、誰でも簡単に加工できるようになりつつある…
NCBrainAICAM セイロジャパンの公式製品紹介・お問い合わせは、こちらから 現場の課題 人手不足が深刻化し、CAMエンジニアの不足にもつながっている。さらに、働き方改革などによって労働時間が短くなり、エンジニア…

化学品や電子材料など国内有数の化学専門商社の長瀬産業(大阪市西区、06・6535・2410)はアルミダイカストやプラスチック金型などのメンテナンスに最適なシリカスケール除去液「N‐SR004B」(特許出願済み)を開発した…

フクハラ(横浜市瀬谷区、045-363-7373)はこのほど、圧縮空気用オイルミスト除去装置「オイル・バスター」で、第三者認証機関のテュフラインランドジャパン(同港北区)から最高の清浄等級「ISO8573‐1クラス0」の…
トピックス
関連サイト


