



形状部と側面部を1台で 牧野フライス製作所はこのほど、自動車部品などの中大型金型向けの5軸立形マシニングセンタ「D2」を発売した。独自の構造を採用し、金型の形状部と横形MCで行っていた冷却穴など側面部の加工が1台ででき、…
【特集:技能レス5大テーマ】4.磨きレス
新被膜やPCDでサブミクロン
仕上げや組付けなど金型の品質を決める領域には人の手は欠かせない。磨き工程もその一つ。しかし、磨きには時間や人手がかかることから、できるだけ機械加工で追い込み、磨きを減らしたいという声は多い。こうしたニーズを受け、「磨きレス」を可能にする技術が進化している。
磨きレスを実現するために欠かせない大きな要素は工作機械と切削工具。工作機械では、ナノクラスの制御が可能なマシンが多数登場。機械温度の補正を自動で行うことで常に最適な条件下で加工できる機能や、高速回転のスピンドルユニットによる鏡面加工システムなども開発されている。
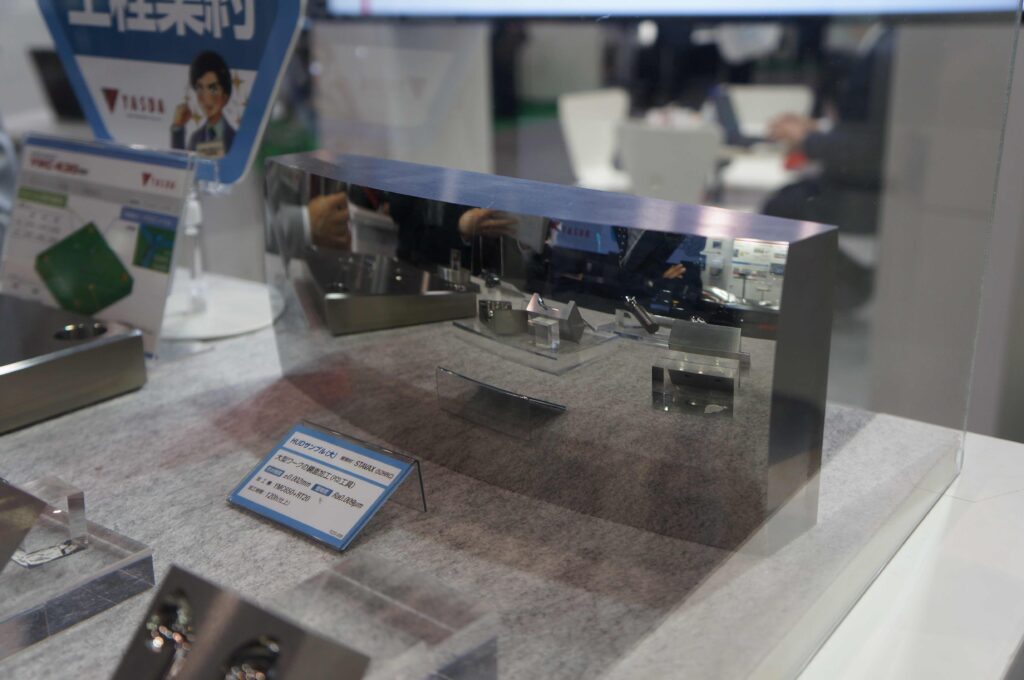
また、鏡面性が求められるレンズ加工でも磨きレスは進化している。機械加工だけで、形状精度2μm、表面粗さ0・009μmクラスの加工まで可能になっている。
もう一つ磨きレスを実現する上で重要な要素が切削工具。中でも、コーティングや素材の進化は大きい。コーティング技術が進化したことで、仕上後の磨きがペーストのみで可能になったり、職人でなくても磨きができるレベルにまで面品位が向上したりするケースもある。
素材面では、磨きレスや鏡面加工を可能にするCBNやPCDの採用も増えている。PCD工具では、近年増加している高硬度材でサブミクロンレベルの表面粗さの仕上加工も可能になっている。

一方、磨きレスを実現にするには工具だけでは不十分で、ノウハウや工法の転換も欠かせない。荒加工から精密に加工することで、磨きや仕上を減らすなどトータルの加工時間短縮にもつながる。
微細や精密な部品が増える中で、金型に求められる精度は年々向上しており、磨きの精度も高くなっている。人手不足や技能者不足が懸念される中で、「磨きレス」を極めることも競争力の向上に重要な要素になっている。
金型新聞 2024年7月10日
関連記事


PART3:新たなクルマづくり 若手の挑戦と育成両立 新たなモビリティの一つである、水素エンジン車でも新たなモノづくり技術が生かされている。昨年7月に大分県のオートポリスで行われたスーパー耐久シリーズ。ここに出走したカロ…

製品の開発サイクルが短くなる中、シミュレーション技術に注目が集まっている。不具合を事前に予測でき、部品や金型の短納期化やコスト削減を実現できるからだ。中でも、量産時のパラメータ変動を考慮したシミュレーション手法であるRE…

金型や製品を小型・長寿命化 ボルト、ナットの課題解決を提案するねじ商社の由良産商(大阪市西区、06-6532-1331)はプレス金型などの高強度ニーズに応え、強度クラス14.9の「超強度14.9六角穴付ボルト」を開発、販…
金型メーカーからエンジニアリング企業へ 「金型メーカー単体では生きるのが難しい時代だからこそ、新しいモノを作りたい人や企業がシーズを持ち寄り、一緒に花を咲かせられるガーデンとしての開発工場を目指す」と鈴木大輔社長は202…
トピックス
関連サイト


