



DXの本質は利益を生み出すことにある。以降では、DXによって「売上げを上げて利益を生み出す」方法と「コストを下げて利益を生み出す」企業のそれぞれの取り組みを取材した。 電極の測定プログラム自動作成 精密プラスチック金型を…
前澤金型と福井県工業技術センターは金属AMを活用してどんな金型を開発したのか
金型や部品の造形で金属AMを活用する際、必ず指摘されるのがコスト。装置の価格はもとより、粉末材料が高価なことに加え、設計や解析などに多くの工数が発生するため、どうしても製造コストは高くなる。一方で、高い冷却効果による生産性向上や、金型の長寿命化など得られるメリットは少なくない。では、金属AMの活用を進める現場では、そのコストをどのようにして吸収しようとしているのか。金属AMを活用しながら、コスト削減に工夫を凝らす企業の取り組みを取材した。
眼鏡金型に独自の温調配管
段取りや成形時間を短縮

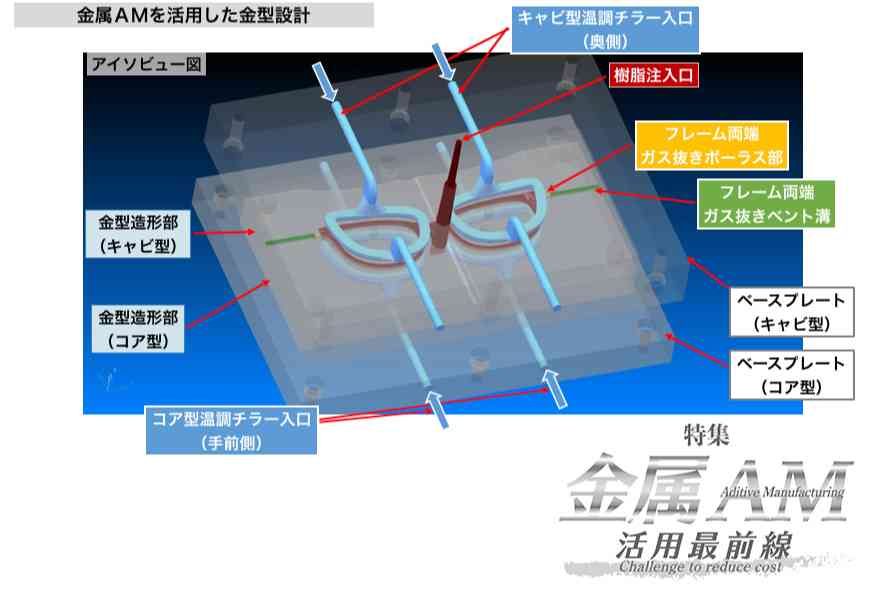
金型の製作コストが高くても金型を使うときの手間や時間を削減できれば金属AMを金型づくりに活用するメリットは十分に出る。前澤金型と福井県工業技術センターが開発したのは、独自の温調配管によって成形の段取りや成形時間を短縮できる眼鏡フレームの金型だ。
眼鏡フレームの形状に加工したキャビティとコア。その内部に右目と左目のフレームをそれぞれ縦断する水管が流れる。水管はフレームに沿って2つに分かれ再び1本につながる。金属AMにより金属粉末材料(マルエマージング鋼)で水管のあるキャビティとコアを造形。切削加工で形状を仕上げた。

従来の金型は水管が左目を下から上に貫き、コの字を描いて右目の上から下へと抜ける。水管が流れるのは成形面から離れたベースプレートの内部だ。そのため水管のコの字の入口と出口で同じ温度に達する時間が異なり、成形面を適切な温度にするのに時間が掛かっていた。
開発した金型はフレームの形状に沿って成形面に近い位置から温める。そのため成形の適正温度に達するまでの各部位の温度上昇にバラツキが少なく、成形面を的確に温める。これにより成形する際の温度調整の段取り時間を約半分(20分→10分)、また形成面を均一に冷却できることから1ショットあたりの成形時間も15秒短縮(90秒→75秒)できる。
開発に取り組んだのは眼鏡フレームの成形条件の設定が難しくなっているためだ。眼鏡フレームは細長い形状のため金型に樹脂を充填する際、急速に冷え固まりやすい。そのため水管に温水を流し保温し成形する。しかし近年、スポーツ用やファッション性に富んだ眼鏡が登場し形状や材質、カラーバリエーションの多様化が進んでいる。しかも多品種少量のため、その度条件を設定しないといけない。
金型に加え眼鏡フレームの一貫生産も手掛ける前澤金型では技術者が複数の工程を担当する。成形に特化できる人材が組み立ての川下工程を担当することもあり、成形条件設定の効率化が課題となっていた。そこでかねてつながりのある福井県工業技術センターに相談。近畿経済産業局が主催する「Kansai‐3D実用化プロジェクト」に参画し研究を始めた。
この独特な温調配管は福井県工業技術センターの主任研究員、森下和幸氏が考案。それまで眼鏡フレームの金型はベースプレートにコの字の温調配管を切削加工するのが通例だった。固定概念を覆す方法に驚き、「これなら課題を解決できるのではと思った」(前澤金型・井上治工場長)。
ただ、課題もある。耐久性や製作コストだ。耐久性は量産テストに至っていないため未知数。製作コストは従来の金型の約1.75倍。「加工効率の見直しや、シミュレーション精度の向上などにより課題を解決し実用できるレベルに高めていきたい」(福井県工業技術センター・森下氏)。
前澤金型 会社概要
- 本社:福井県鯖江市石田上町51-11-1
- 代表者:玉田隆則社長
- 創業:1979年
- 従業員:10人
- 事業内容:眼鏡のプラスチック金型設計製作と成形品の製造。
福井県工業技術センター 概要
- 住所:福井市川合鷲塚町61字北稲田10
- 機械・金属部 金属加工研究グループ主任研究員:森下和幸氏
金型新聞2022年5月10日
関連記事


管理、調達を効率化 近年の金型工場では人手不足が深刻化しており、デジタル技術の導入による製造工程や管理工程などの効率化に向けた取り組みが加速している。多くの企業がセンシング技術を活用した見える化をはじめ、ITツール導入に…
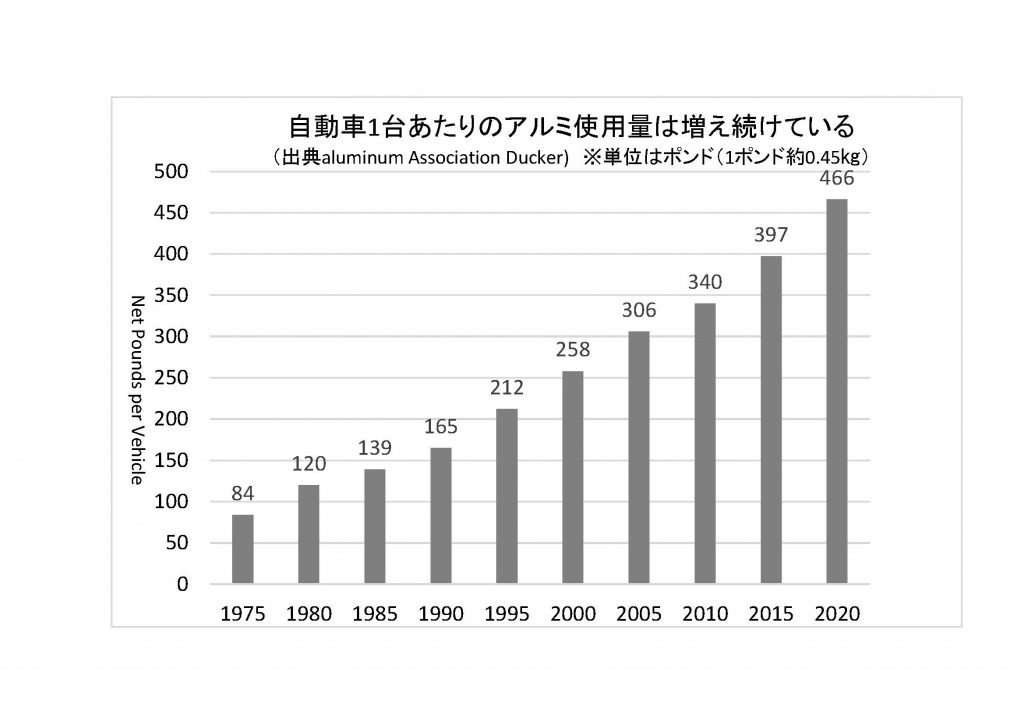
北米のアルミニウム協会などの調査によると、自動車の1台当たりのアルミ使用量は軽量化のために増えていくという。プレスや押し出しもあり、アルミ=ダイカストと限らないが、アルミの動向はダイカスト型にとって影響は少なくない。で…

生産性の向上、人手不足への対応、人を介さないことによる品質向上—。目的や狙いは様々だが、金型メーカーにとって自動化は待ったなしだ。しかし、自動化には様々な変化が伴う。機械設備の内容もこれまでとは異なるし、自動化を進めるた…

第1部では、必要な人材像や育成について方法について議論してもらい「顧客の要望に合わせて柔軟に考えられる人」、「社長を補佐する中核的人材」などが求められていることがわかった。一方、育成では「外部からの刺激」や「任せて、考…
トピックス
関連サイト


