



ギガキャストで需要広がる 大型ダイカストマシンで自動車の構造部品を一体鋳造する「ギガキャスト」が注目を集めている。国内のダイカストマシンメーカーは型締力9000tのマシンを開発。海外では1万3000tで試作が行われるなど…
プラスチック射出成形品の離型抵抗評価金型【金型テクノラボ】
プラスチック製品を射出成形金型から突き出す際に生じる離型抵抗は、製品に変形や破損を引き起こすため、様々な抑止方法が提案されている。この抑止方法を検討する際には離型抵抗の定量的な評価が重要となる。本稿では、離型抵抗を評価するために設計・製作した金型と計測事例を紹介する。
離型抵抗の定量的評価が課題
プラスチック射出成形品は形状が複雑であることが多いため、成形品を金型から突き出す(離型させる)際に、成形品に無理な力(離型抵抗)が作用して変形や破損などが発生することがある。レンズなどの光学部品や歯車などの精密機構部品では高い形状・寸法精度が要求されるため、それを満たすには金型内に射出される樹脂に高い圧力が負荷される。
高い樹脂圧力は成形品面へのキャビティ面性状の転写を高める一方で、成形品とキャビティ面との密着も高めるために離型抵抗が大きくなり、問題となっている。離型を円滑に行うためにキャビティの表面性状を調整したり、離型性の良好な材料をコーティングしたり、成形材料に離型剤を添加したりするなどの対策が採用されている。しかし、それらの効果を定量的に評価するための統一された方法が見当たらず、離型技術の開発における課題となっている。
力センサで離型抵抗を計測
離型抵抗は次の2通りに大別できる。①レンズなどの成形品が貼り付いているキャビティ面に対して直交方向に発生する場合②筒状やリブ付き成形品などの成形品が貼り付いているキャビティ面に沿って発生する場合—。①ではアンカー効果やメニスカス力、負圧などが原因とされ、②ではキャビティ表面上の細かい凹凸内で起こる樹脂の掘り起こしやメニスカス力などが原因とされている。
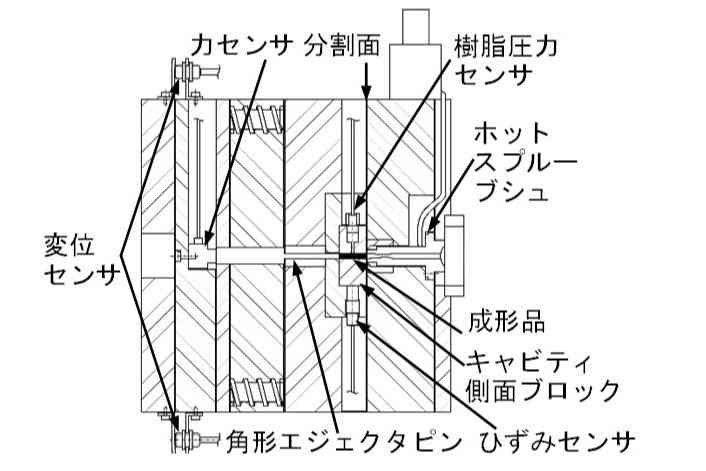
筆者らはこれまでに、①の離型抵抗を計測するための金型を設計・製作した。そして新たに、②を計測するための金型を設計・製作した【図1】。本金型では、金型分割面に対して垂直方向に設けられた矩(く)形状のキャビティ面に沿って発生する離型抵抗を、キャビティ底面に設置された角形エジェクタピンを介し、力センサによって計測する。
②の離型抵抗は樹脂の掘り起こしが主な原因となるため、離型開始時に成形品面に作用している垂直抗力を計測することが重要となる。そこで本金型では一方のキャビティ側面ブロックに樹脂圧力センサ、対向するブロックの後方にひずみセンサを挿入し、成形品に生じる垂直抗力を推定する。
離型抵抗と垂直抗力の相関関係
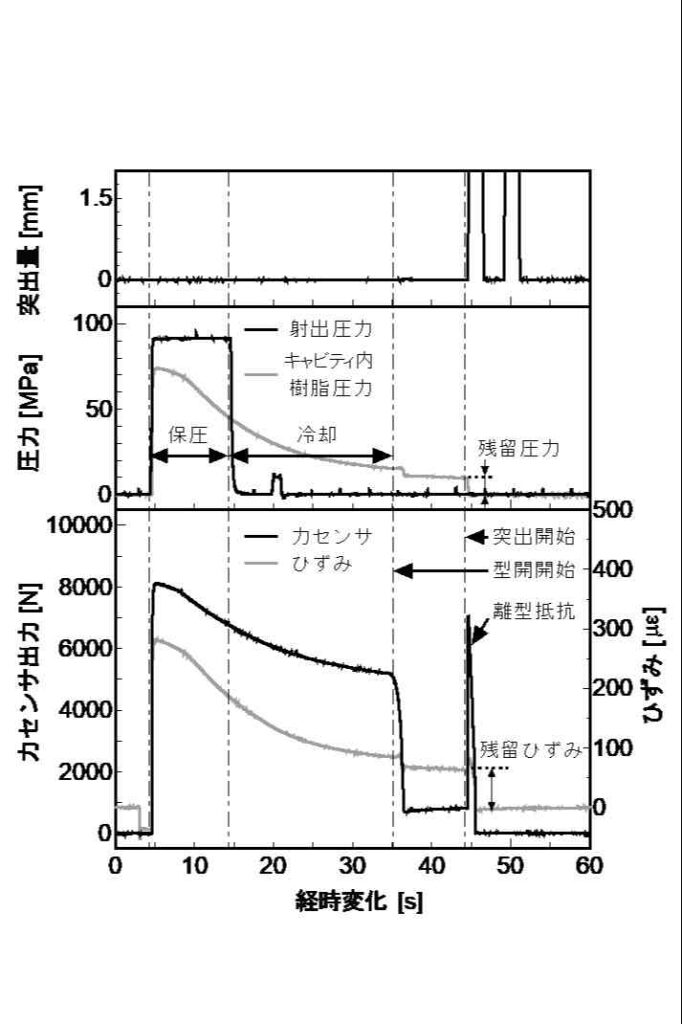
【図2】は本金型で計測した、射出開始から保圧、冷却、型開、成形品の突き出しに至る全工程におけるセンサ出力を示している。成形機の射出圧力や角形エジェクタピンによる成形品の突き出し動作、樹脂圧力、力センサ出力、キャビティ側面ブロックのひずみの経時変化を読み取ることができる。
射出開始と同時に、射出圧力および樹脂圧力、力センサ出力、ひずみが立ち上がり、その後、保圧・冷却工程において緩やかに低下し、型開と同時に急激に低下している。ただし、金型が開いても、樹脂圧力と力センサ出力、ひずみはゼロに戻らず、ほぼ一定の値を保持している。
つまり、突き出し前には成形品内部に残留圧力、キャビティ側面ブロック内に残留ひずみが生じ、これにより成形品面に垂直抗力が作用していることが分かる。その後、突き出しが開始されると離型抵抗が出力される。保持圧力の増加に伴い、離型抵抗が増加することや、離型抵抗と垂直抗力には相関関係があることなどが明らかになった。
また、キャビティ側面ブロックは交換が可能なため、キャビティ面の粗さや形状、ダイヤモンドライクカーボンなどの離型膜が離型抵抗に及ぼす影響について評価ができる。今後、これらの評価を進めていくことを予定している。
日本工業大学
- 基幹工学部機械工学科
- 教授
- 村田 泰彦氏
- 埼玉県南埼玉郡宮代町学園台4-1
記者の目
自動車の軽量化や環境負荷の軽減などを背景に、様々な新しい樹脂が登場している。また、成長分野のEVや5Gでは複雑、微細な成形部品が求められている。こうしたニーズに対応し、高品質な射出成形を可能にするには最適な離型技術の開発が不可欠。この金型で定量的な離型抵抗評価が可能になることによって、さらなる技術の進化につながることを期待したい(平)
金型新聞 2022年10月10日
関連記事

金型のユーザーニーズとして普遍的なものが短納期化。昨今は開発期間の短縮など金型生産に費やす時間が短くなっているほか、コスト削減のため工数削減(手戻り削減)が大きな課題となっている。そこで重要なのがCAEの有効活用だ。近年…

新しい技術を活用して製造プロセスを効率化する、金型づくりのスマート化が広まっている。IoT(モノのインターネット)技術で機械の稼働状況を監視・分析したり、様々なサービスを提供したり、無人搬送車(AGV・AIV)でワーク…

3社が共同開発 プラスチック金型メーカーのTMW(愛知県稲城市、立松宏樹社長)はこのほど、ヒーターメーカーらと共同で、消費電力を従来比で3割削減できるホットランナシステムを開発した。マニホールドの断熱や、カートリッジヒー…
ソリッドラジアス ダイジェット工業(大阪市平野区、06-6791-6781)は、熱の発生を抑える低抵抗な刃先と強靭な高硬度材用新材種を採用した4枚刃のソリッドラジアスエンドミル「ハード1ラジアス」を発売した。 荒…
トピックス
関連サイト


