



この人に聞く 2018 電気自動車(EV)の登場で部品点数が減少したり、エンジンがなくなったりするのではないかといった金型への影響を危惧する声は絶えない。オートマチックトランスミッション(AT)や無段変速機(CVT)など…
ソディックが金属3Dプリンタで
プラ型のキャビ・コア製作
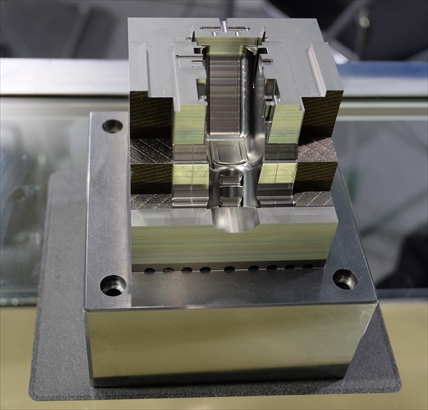
ソディックはこのほど、金属3Dプリンタを活用し、コネクタのハーネスカバーのプラスチック金型の製作に成功した。従来の製法と比べ、金型製造コストを6割削減し、成形サイクルも2割短縮した。
製造コスト60%減
同社の金属3Dプリンタ「OPM250L」を導入した、子会社のソディックエフ・ティが製作した。これまで金属3Dプリンタでプラスチック金型を作ることもあったが、意匠面や精度の問題から製品表面部に影響の少ない、コア側のみを作るケースが多かった。今回、加工精度±0・01㎜と、メルティング率99・99%を実現していることで、キャビティも3Dプリンタで製造した。
一体製作できる強みを生かし、部品点数を従来の金型よりキャビティで20分の1、コアで15分の1と大幅に削減。これに伴い、設計のリードタイムを96時間から64時間と33%短縮。製造リードタイムも54日を24日と55%短くした。最適な三次元冷却配管で温度制御が正確となったことで、スライドが不要になるなど、金型構造の簡素化にもつながった。
これらの効果により、従来の工法に比べ、金型製造コストを61%減らし、成形サイクルでは23・5秒から18・5秒と21%短くすることに成功した。
金型新聞 平成27年(2015年)12月10日号
関連記事

_R1-300x203.jpg)
前年同月比 1.8%減の311億7,400万円 プレス型は16.7%減、プラ型は18.4%増 日本金型工業会(会長牧野俊清氏)は、経済産業省機械統計(従業員20人以上)による2016年7月の金型生産実績をまとめた。それに…

レーザ金属積層造形機 DMG森精機は旋削とミーリング加工を1台で行う複合加工機にレーザ金属積層造形技術であるアディティブマニュファクチャリング(以下AM)を融合したレーザ金属積層造形機「LASERTEC 3000 DED…

製造業のネット活用は新規顧客や新分野の開拓、知名度向上など様々な方面で大きな効果を上げている。金型メーカーにとっても例外ではない。ただ、その効果は限定的で、ホームページ(HP)を作っても大きな効果を得られていない企業も…

製品の開発サイクルが短くなる中、シミュレーション技術に注目が集まっている。不具合を事前に予測でき、部品や金型の短納期化やコスト削減を実現できるからだ。中でも、量産時のパラメータ変動を考慮したシミュレーション手法であるRE…
トピックス
関連サイト


