



ダイジェット工業(大阪市平野区、06・6791・6781)は、高能率荒加工用刃先交換式カッタ「マックスマスター」に、小径多刃の「マックスマスターミニ」およびインサートを追加し、2月24日に発売した。小型インサートと小径多…
金型に微細な窪み<リプス・ワークス>
摩擦減らし長寿命
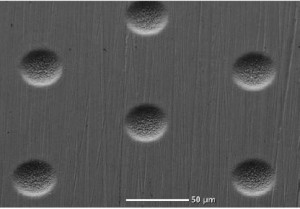
レーザー加工機による微細加工受託・技術開発を手掛けるリプス・ワークス(東京都大田区、03・3745・0330)はこのほど、レーザーで金型表面に微細な加工を施す「マイクロテクスチャー加工事業」を始めた。窪みなどの加工をすることで、金型の長寿命化など高付加価値化が図れる。
バリや溶融物が発生しないパルス幅がピコ秒(1兆分の1)のレーザー加工機で、超微細な窪みや溝などの加工を行う。金型表面に加工することで、接触面積が少なくなるため摩擦係数が低減し、長寿命化が期待できる。
また、パンチプレス用金型では窪みに潤滑油が滞留し、少量の油での加工が可能。射出成形金型では、内面に加工し、窪みに空気が入ることで離型剤の代わりとなる。コストダウンが図れるほか、加工後の洗浄が圧倒的に簡単となるなど、作業工程の短縮や環境改善に貢献する。
また、同社は受託加工のほか、同社製レーザー加工機の販売も行っている。
金型新聞 平成26年(2014年)7月2日号
関連記事


双葉電子工業(千葉県茂原市、0475-24-1111)は昨年、2023年度(24年3月期)までの中期経営計画「Futaba Innovation Plan(フタバ・イノーベーション・プラン)2023」を策定した。金型用…

5軸MCで原寸大のシャトルを作った 原寸大のバドミントンシャトルをアルミ合金で作り上げた。羽の厚みは0.6㎜と薄く、細い。そんな加工難度の高い形状を、5軸マシニングセンタ(MC)を駆使して加工した。その高い技術力と柔ら…
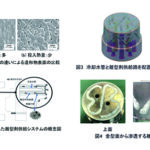
金属3Dプリンタを用いた金型製作は、冷却水管の自由設計や複合工作機械による製造工程の短縮など、航空宇宙や医療と並ぶ3Dプリンタの特長が活かせる有力な分野だ。本稿では、3Dプリンタによる微細穴の造形技術を応用し、内部から離…

オープンファクトリーシンポ 近畿経済産業局はグランフロント大阪タワー(大阪市北区)で「関西オープンファクトリーシンポジウム~企業を見せれば人が育つ⁉︎」を開き、近年盛んになってきたオープンファクトリーにつ…
トピックス
関連サイト


