


埼玉に工場 大型の溶接機も導入予定 YAGレーザーで金型の補修を手掛ける日本レーザーウェルディング工業(埼玉県川口市、048・430・7492、小堀泰一郎社長)はこのほど、都内にあった工場を埼玉県川口市に移転した。北関…
ソディックが金属3Dプリンタで
プラ型のキャビ・コア製作
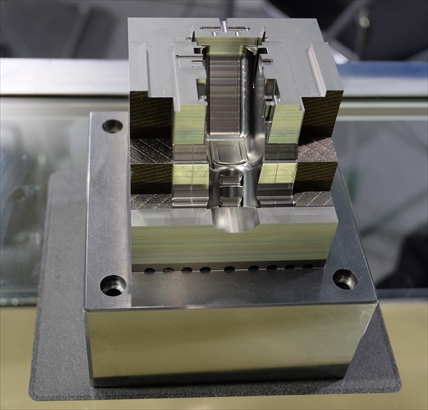
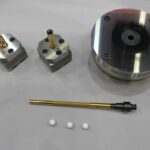
ソディックはこのほど、金属3Dプリンタを活用し、コネクタのハーネスカバーのプラスチック金型の製作に成功した。従来の製法と比べ、金型製造コストを6割削減し、成形サイクルも2割短縮した。
製造コスト60%減
同社の金属3Dプリンタ「OPM250L」を導入した、子会社のソディックエフ・ティが製作した。これまで金属3Dプリンタでプラスチック金型を作ることもあったが、意匠面や精度の問題から製品表面部に影響の少ない、コア側のみを作るケースが多かった。今回、加工精度±0・01㎜と、メルティング率99・99%を実現していることで、キャビティも3Dプリンタで製造した。
一体製作できる強みを生かし、部品点数を従来の金型よりキャビティで20分の1、コアで15分の1と大幅に削減。これに伴い、設計のリードタイムを96時間から64時間と33%短縮。製造リードタイムも54日を24日と55%短くした。最適な三次元冷却配管で温度制御が正確となったことで、スライドが不要になるなど、金型構造の簡素化にもつながった。
これらの効果により、従来の工法に比べ、金型製造コストを61%減らし、成形サイクルでは23・5秒から18・5秒と21%短くすることに成功した。
金型新聞 平成27年(2015年)12月10日号
関連記事

真球を成形、後工程の工数削減 粉末冶金金型メーカーの小林工業(秋田県由利本荘市、0184・22・5320)はこのほど、「帯なし窒化ケイ素ボール成形金型」を開発した。従来の粉末冶金金型を使用し、球体を成形する場合は上下パン…

機能集約で工程削減 人手不足や技術者不足が懸念される製造現場では自動化/省人化、効率化を図ることが課題となっており、工作機械メーカーや治具メーカーなど多くのメーカーが工程集約やロボット活用などの新技術を開発している。 高…
NTTデータエンジニアリングシステムズ(NDES、東京都大田区)はクラウドサービス「Manufacturing-Space(以下MS)」のサービスを拡充する。エリジオン(静岡県浜松市)と提携し、データ品質管理サービス「…

全てが一品物の自動車用プラスチック金型は、工程管理の最難関と言われる。最新鋭のCAD/CAMシステム、多種多様な工作機械など豊富な設備に加え、それを操作する若き金型エンジニア、腕の立つ職人が不可欠で、さらなる生産性向上を…
トピックス
関連サイト


