



ユニオンツールは高硬度材向けやCBNエンドミルの小径サイズを大幅に拡充する。焼入れ鋼などを高効率に加工できる「HMGCOAT」のシリーズや、CBNのエンドミルの小径サイズを増やす。 高硬度材に加工に適した、新開発のコ…
φ0.1の4枚刃ラジアス
日進工具
無限コーティングプレミアム
ロングネックラジアスエンドミル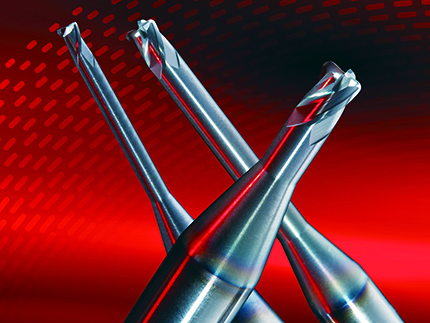
現場の課題
精密金型の微細形状を直彫り加工する際、加工精度は高レベルで保ちながら、加工能率も高めたいというニーズが多い。それを実現するには多刃の工具が必要だが、微細径のエンドミルで多刃のラインナップはほとんどないのが実情だった。
提案や効果
「MHRH430R」は高硬度材の深部直彫り加工ができる4枚刃ラジアスエンドミル。60HRCを超えるような焼入れ鋼の荒から仕上げ加工まで対応する。研削技術・コーティング技術を高度化させたことで、4枚刃の最小径φ0.1、コーナー半径は最小R0.01までラインナップした。
一般的な2枚刃に比べ刃数が倍になることで、送りの高速化と工具剛性も高まり、加工精度の向上が期待できる。コーナー半径が最小R0.01から標準化したことで、精密・微細加工にとって、成形できる形状がさらに微細になる。
微細工具では剛性の確保ができず、薄い切込みと低速の送りを強いられることが多い。しかし、MHRH430Rを使うと、加工形状にもよるが、多刃化による送り速度向上、高剛性による加工改善が図れる。
金型新聞 2020年4月10日
関連記事


成形条件を自動で提示 双葉電子工業(千葉県茂原市、0475・24・1111)はこのほど、MAZIN(東京都中央区)が提供する射出成形現場で活用できるAI技術の販売を開始した。双葉電子工業の金型内計測システムと組み合わせて…
産業用設備の設計・製作やアルミダイカスト製品の検査サービスを手掛けるリョーエイ(愛知県豊田市、0565-29-6060)はダイカスト向け離型剤塗布システムである「小型エコスプレーシステム」を開発した。従来システムより離型…
金属加工を手掛ける企業が自社の得意な技術を出品する金属加工技術展2022が11月18日、大阪産業創造館(大阪市中央区)で開催される。同館主催で、参加費は無料。事前に来場登録をすれば、参加できる。 プレスや切削、切断、板金…

チバ・テクノ(横浜市港北区、045-473-9933)は、公式オンラインショップで、新製品である高速加工用ワイヤ電極線「EZシリーズ」の1巻(5㎏)販売を3月から開始した。 1月に発売したEZシリーズは、コーティング…
トピックス
関連サイト


