



日本金属プレス工業協会(髙木龍一会長)は10月23日から三日間、大阪市中央区のホテルニューオータニ大阪などで「第21回金属プレス国際会議」を開催する。世界6か国からプレス加工メーカーらが集まり、持続可能な製造業について議…
大型金型の加工から計測まで
オークマ
高速高品位5面加工門形マシニングセンタ「MCR-S」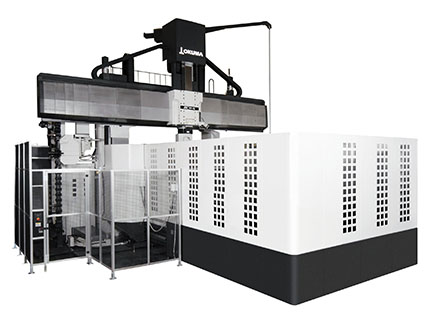
現場の課題
金型の加工において、加工時間そのものはもちろん、加工後にワークを3次元計測機に搬送、据え付ける時間や、型合わせ、磨きを含む、金型加工のリードタイムを短くしたい。
提案・効果
MCR-SはZ軸を800㎜突出した状態で、重切削加工能力 710㎤/分の高い加工能力を備える。
また、NC制御技術「Hyper-Surface」を用いることで加工中に制御装置がNCデータを自動補整し、隣接段差を解消することで加工面にスジ目のない高面品位加工を実現する。
さらに、タッチプローブと精度マスタを用いて簡単に空間精度を校正する「3Dキャリブレーション」を採用。高い機械精度の維持が可能となり、三次元測定機と同等の機上計測結果を一般工場環境下で実現し、計測工程を機械に集約する。
高い加工能力で加工時間を短縮。高精度な機上計測によって計測工程への金型搬送、段取り作業の不要化を提案する。
「Hyper-Surface」によって、隣接段差が解消され、金型の磨きにかかる時間も削減できる。
金型新聞 2020年4月10日
関連記事

meviy(メヴィー) ミスミの公式製品紹介・お問い合わせは、こちらから 現場の課題 2020年4月から働き方改革関連法の時間外労働規制のルールが中小企業に対しても適用されるようになり、各社対応に迫られている。生産性向…

サブミクロン台の精度、筐体デザインも刷新 ミツトヨ(川崎市高津区、044・813・8201)はこのほど、CNC三次元測定機の最上位機種「LEGEXシリーズ」を改良した「LEGEX匠」を発売した。サブミクロン台の測定精度を…

ユーザーと加工会社をAIでつなぐ ミスミグループ本社はこのほど、ユーザーと部品加工メーカーを人工知能(AI)でマッチングする製造業向けのマーケットプレイスを開設した。オンライン部品調達の「Meviy(メビー)」だけでは対…

コンパクトで場所取らず ルッドリフティングジャパン(大阪市西区、06・6536・8807)は、フォークリフトなどで移動しどこにでも設置できる金型反転機を発売した。反転する場所を選ばないため、金型の調整や補修作業の効率化…
トピックス
関連サイト


