



熱間材の新技術 熱間材に関連する新たな技術開発が進んでいる。ホットスタンプやダイカストのように、過酷な条件での成形が増えているためだ。材料では、高温な金型を効率よく冷やすために、高い熱伝導性や靭性を持った新素材が登場。ま…
亜鉛めっきハイテン材と樹脂の型内直接接合【金型テクノラボ】
自動車部品などにおいて、亜鉛めっき高張力鋼板(ハイテン材)と樹脂を直接接合する技術がひとつの大きな課題となっている。本稿では、亜鉛めっきハイテン材を熱水に浸漬するだけで、めっき層表層に微細なナノ構造を創製し、インサート成形によって、直接に樹脂と亜鉛めっきハイテン材を接合する型内直接接合技術を紹介する。
はじめに
自動車部品などにおいて、軽量化を進めるべくハイテン材や樹脂の使用量が増加している。その結果、ハイテン材と樹脂の接合点が多数生じており、それらを直接接合する技術が強く求められている。最近では、金属と樹脂を直接接合する方法として「型内直接接合技術」が注目されている。
型内直接接合技術とは
同技術は金属表面に微細構造を創製し、溶融樹脂を射出成形によって微細構造に流し込む。主にアンカー効果(材料表面の微細な凹凸に接着剤が入り込んで硬化することで、接着力が高まる効果のこと)によって、強固な接合を得る方法である。ただ、自動車部品用のハイテン材は防腐・防錆のため表層に亜鉛膜が約10㎛の厚さで存在するため、表面処理において少し工夫が必要になる。
我々は、熱水で金属表層に微細構造を創製する非常にシンプルで安価な熱水処理による金属表面処理を提案しており、その適用について紹介する。
熱水処理でめっき層に微細針状を創製
還元力が高い金属は、60℃以上の熱水に浸すと、酸化還元反応を起こし、酸化金属や水酸化金属を生成する。ハイテン材の表層に被膜している亜鉛の場合も熱水と反応して酸化亜鉛(ZnO)が生じるが、この酸化亜鉛はナノスケールの針状構造を形成する。一般に金属片は酸化膜層に覆われているため、熱水処理反応を起こすためには、事前に酸処理や研磨によって酸化膜を除去する必要がある。
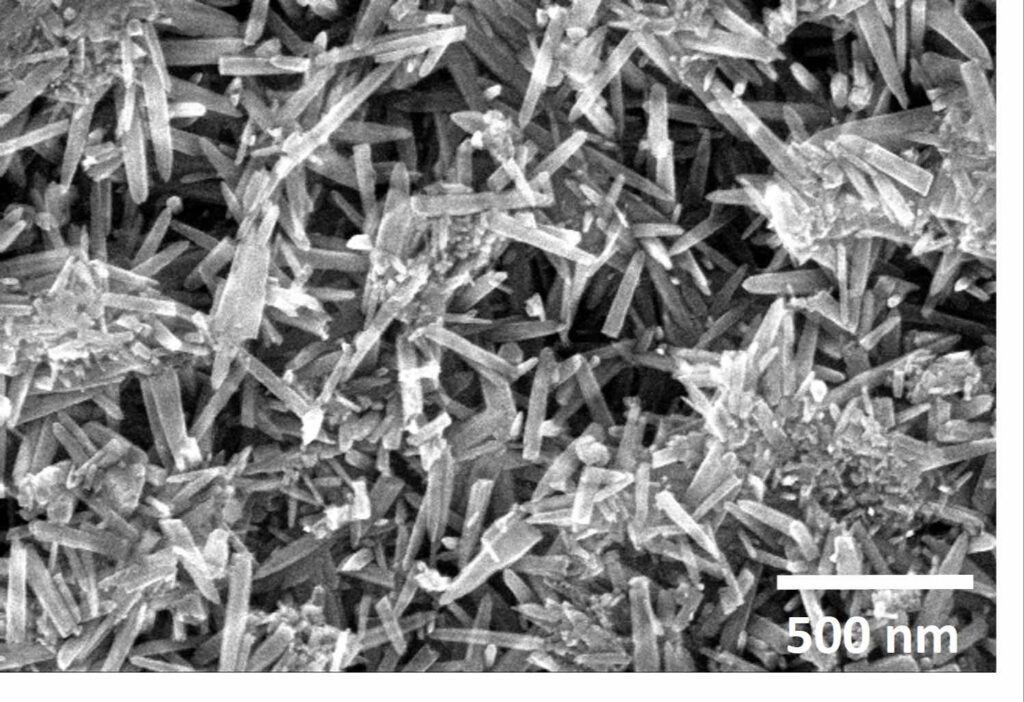
亜鉛めっきハイテン材(SPFC780、めっき膜厚約8㎛)を75℃の純水に20分間浸漬した、表面の走査電子顕微鏡(SEM)像を図1に示す。太さ数10 nm、長さ数100 nmの針状構造が無数に生じていることが見てとれる。
X線光電子分光法(XPS)によってこれらの構造が酸化亜鉛であることは確認済である。熱水処理により生じる構造の厚さは1㎛以下であり、めっき性能(防錆、防腐)低下は生じない。結晶の大きさと純水の温度、浸漬時間には相関があるものの、結晶を大きくし過ぎると溶融樹脂が侵入できないようなボイドができてしまい、接合強度が下がってしまう可能性があるのが注意すべき点である。
金型内で金属と樹脂を接合
75℃の純水で20分間熱水処理したSPFC780試験片を金型内にインサートし、射出成形によって接合試験片(重ね接手)を作製して接合強度を評価した。樹脂は自動車部品で汎用されるポリブチレンテレフタラート(PBT、東レ1101G-X54)である。作製試験片の形状、寸法は樹脂/金属接合特性評価試験方法に関する国際規格ISO19095に準拠させており、接合長は5 mm、接合幅は10 mmとした。
成形時のシリンダ温度は260℃、金型温度は130℃、射出速度を5 mm/secと設定。キャビティ内に溶融プラスチックが充填した直後にキャビティ内に印加される瞬間的な圧力(パック圧)が90 MPaになるよう射出量を制御した。また、成形後の収縮を抑えるため保圧50 MPaを10秒加えた。
せん断強度は23Mpa
熱水処理と射出成形により接合した試験片は、引張せん断強度23 MPaが得られた。自動車部品で要求される引張せん断強度は一般的に20 MPaであり、適切な条件であれば十分な接合強度が得られることが分かる。
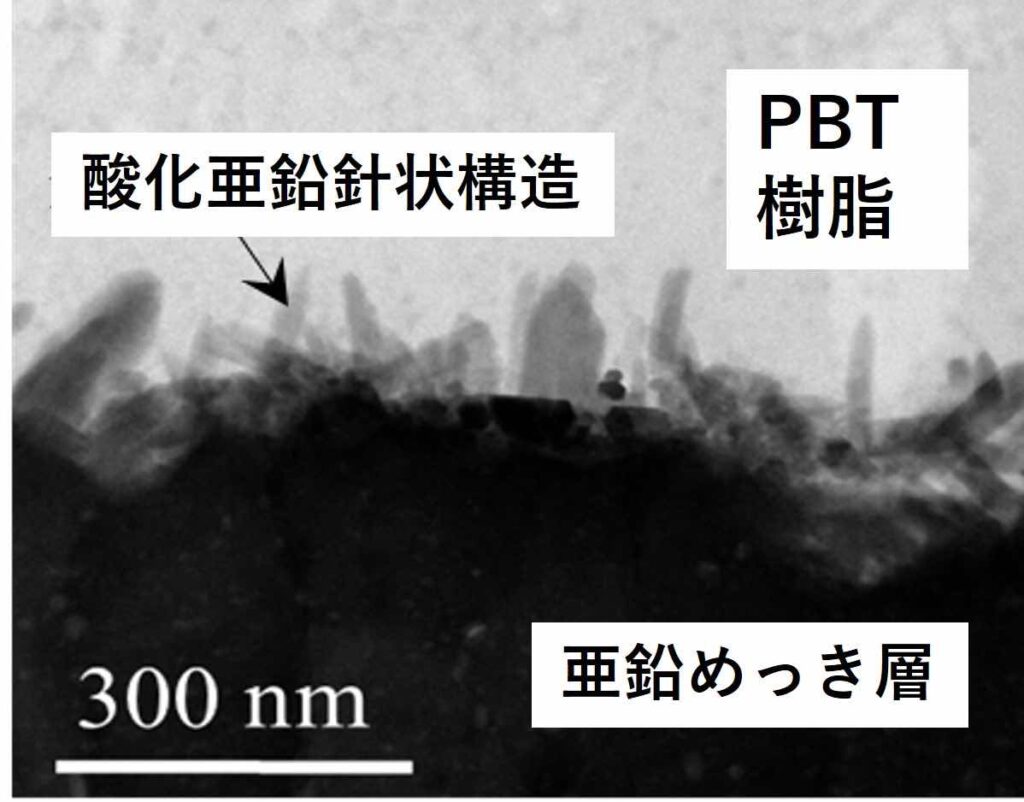
接合要因を確認するため、接合試料の接合断面を透過型電子顕微鏡(TEM)で観察した結果を図2に示す。亜鉛めっき層表面に析出した酸化亜鉛針状構造に対し、細かい構造の中までPBT樹脂が充填しており、接合主要因がアンカー効果であることが確認できる。
今後について
興味深い点は、本接合が亜鉛めっき層表層1妣以下の領域におけるアンカー効果のみによって成立していることである。今後はより接合メカニズムを深く解き明かすことによって、様々な分野への応用展開が期待できる。
東京大学
- 執筆者:梶原 優介氏
- 住所:東京都目黒区駒場4–6–1
- 電話番号:03・5452・6465
記者の目
次世代自動車において軽量化は必須で、ハイテン材はもとより樹脂やアルミ、特に電動車では銅合金など様々な材料が採用されている。こうした異材種において接合技術はより重要になる。本技術がハイテン材と樹脂にとどまらず、銅や新素材など、今後増加が予想される材料への適用も期待したい(山)。
金型新聞 2023年9月10日
関連記事


独自のボタンダイ開発 プレス金型メーカーのハルツ(横浜市金沢区、045-783-8601)はこのほど、抜き加工のカス上がりを防ぐボタンダイを開発した。ダイの内径にボールプランジャーや凸材を埋め込み、抜きカスが上がるのを…

材料と成形方法を確立 パナソニックマニファクチャリングイノベーション本部はセルロースファイバーを55%以上の高濃度で樹脂に混ぜ込む複合技術と、その成形技術を確立した。素材の軽量化やプラスチックの削減、木目調の自然な外…

新被膜やPCDでサブミクロン 仕上げや組付けなど金型の品質を決める領域には人の手は欠かせない。磨き工程もその一つ。しかし、磨きには時間や人手がかかることから、できるだけ機械加工で追い込み、磨きを減らしたいという声は多い。…

たわみ補正をデジタル化 日立ハイテク(東京都港区、03-3504-7111)は今年4月、「切削精度向上サービス」の提供を開始した。熟練者の経験で行っていた主軸のたわみ補正をデジタル技術で代替する。同サービスにより属人化か…
トピックス
関連サイト


