



AIでNCプログラムの最適化さらに早く CGTech(東京都豊島区、03-5911-4688)はこのほど、NCプログラムで切削加工のシミュレーションを行う「ベリカット」の新版「9.1」を発売した。 今回のバージョンアップ…
ヤマハ発動機 安価で実用的な機上計測システムの構築【金型テクノラボ】
加工を行った工作機械上で製品の測定を行うことを「機上計測」と言う。タッチプローブとCAMの計測オプションを活用することで工作機械を三次元測定機のように使用することが可能となる。本稿では、仕組みの全体像と導入のために必要な準備、運用上の注意点について解説する。
機上計測の仕組みを構築
金型の三次元形状を機上で測定する方法として、工作機械の主軸に通電式タッチセンサーを取り付けて、手動パルスハンドルによる1軸動作で形状部を測定する作業方法が存在するが、以下3点の課題を抱えている。①測定方法に誤差を生む要因がある②手動測定によるバラつき③測定に時間がかかる—。そこで当社ではCAMの計測オプション追加、タッチプローブキャリブレーションの仕組みを自作することで、工作機械を三次元測定機のように使用する機上計測の仕組みを構築し、課題を解決した。
タッチプローブの特性を考慮
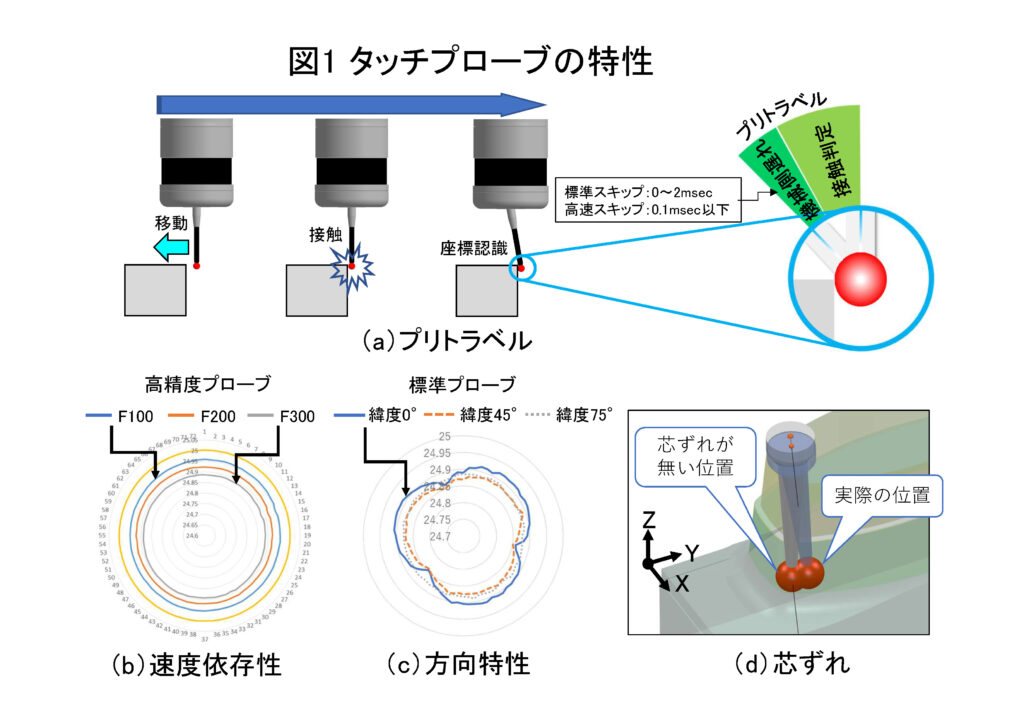
タッチプローブを用いて測定する場合、【図1】に示した4点を考慮する必要がある。①プリトラベル②速度依存性③方向特性④芯ずれ—。
「プリトラベル」とはタッチプローブがワークに接触した後、制御装置が処理を完了するまでに発生する移動のことを言う。また、「速度依存性」とは測定速度によって「プリトラベル」が異なる性質のことで、「方向特性」とは測定する方向によって「プリトラベル」が異なる性質のことを示す。上記3点の理由から、制御装置に保存される座標値は測定方向と速度に応じて補正しなければならない。補正の方法はいくつか考えられるが、当社ではワーク測定方向で基準球を測定して補正量を求める方法を採用している。
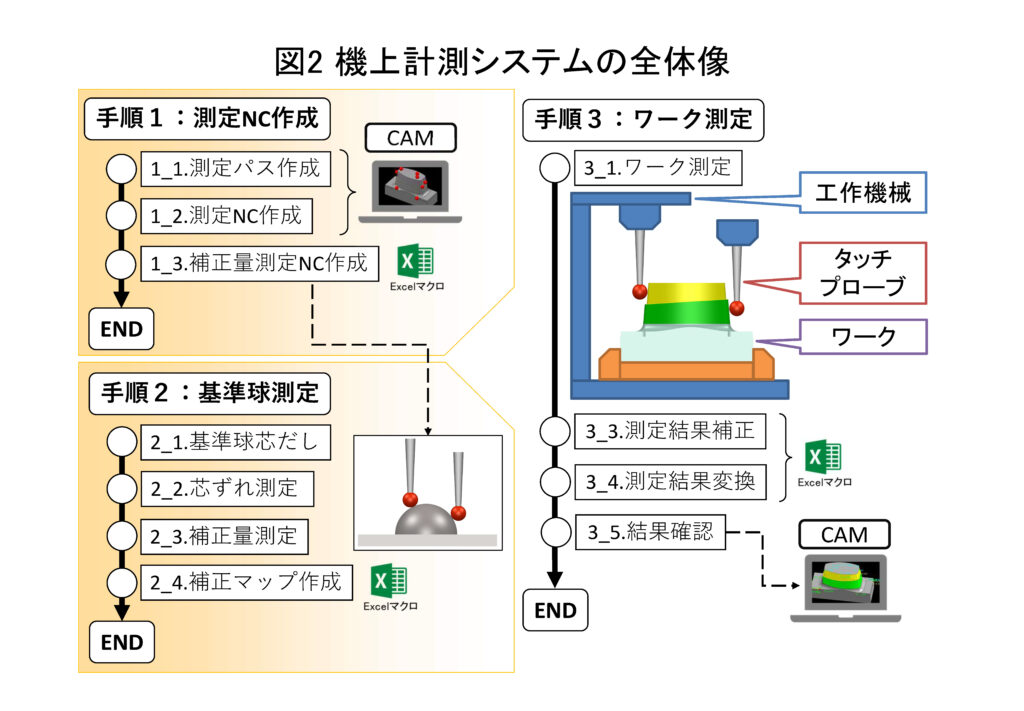
一方、「芯ずれ」とはスタイラスが主軸の中心からずれていることを言う。タッチプローブ単体でのスタイラスの振れだけでなく、主軸の傾きも影響するため、タッチプローブを主軸に取り付けた状態で測定する必要がある。「芯ずれ」を考慮することで、スタイラスを目的とする測定位置に接触させることができる。これらを考慮した機上計測システムの全体像を【図2】に示す。
C&Gシステムズと共同開発
この仕組みを実現するには以下の9点の準備が必要である。①CAMのポスト②ワーク測定方向で基準球を測定するNCを作成するエクセルマクロ③基準球④基準球芯だしNC⑤芯ずれ測定NC⑥測定値を外部出力する環境⑦補正マップを作成するエクセルマクロ⑧ワークを測定した結果を補正するエクセルマクロ⑨補正された結果をCAMに取り込める形式に変換するエクセルマクロ—。
項目②、⑦、⑧、⑨は機械によらず共通して使うことができるものだが、一般公開された仕組みは存在しない。そこで、一般機械ユーザー向けの仕組みをC&Gシステムズ(東京都品川区)と共同で開発している。また、項目①、③、④、⑤、⑥は機械ごとの対応が必要となるが、この対応についてもC&Gシステムズと検討を行っている。
測定値のずれは15μm以下
機上計測の運用で問題となるのが計測結果の信頼性。当社では検査工程で機上計測と同じ点を三次元測定機で測定し、信頼性を確認できるようにしている一方で、機上計測はあくまでも工程内保証のための測定と割り切って運用している。
使用する工作機械やワークの大きさによって異なるが、測定値のずれはおおむね15μm以下に収まっているため、検査工程からの手戻りロスの発生がなくなるなどの効果が出ている。
タッチプローブを使用した測定の原理を理解し、実装に必要なスキルがあれば、安価で実用的な機上計測システムを構築することが可能となる。
ヤマハ発動機
- 執筆者:生産技術本部 金型技術部 革新技術グループ主務 佐藤 泰士氏
- 住所:静岡県磐田市合代島1207
- 電話番号:0539・62・1130
記者の目
加工機から測定機にワークを載せ替える必要がない機上計測は、これまで以上に効率化が求められる昨今の金型づくりにおいて不可欠な技術の一つになりつつある。その一方で価格面や運用面などに課題を感じる企業も少なくない。安価に機上計測システム構築が可能となれば、金型づくりのさらなる技術革新につながるはずだ(平)。
金型新聞 2024年4月10日
関連記事

設計から加工まで一気通貫、高額な設備投資が不要 ソディックはこのほど、放電加工の工程全体を自動化するセミオートシステムを開発。同システムは、電極設計CAD、電極切削CAM、電極測定CAM、放電加工プログラムの作成がデジタ…

生産現場を訪ねて三豊機工 鹿児島工場(南九州) 5台のAIV(Autonomous Intelligent Vehicle)が10棟の工場を跨いで縦横無尽に運行する金型工場。冷間圧造用金型を材料から製品まで一貫生産…
ジェービーエムエンジニアリング(大阪府東大阪市、06-6744-7331)は10月12日、書籍やアダプタなど機器類が購入できるオンラインショップを同社ホームページ上にオープンした。書店では買えないMastercamの解…
道工技センターと共同研究 パンチ工業(東京都品川区、03-6893-8007)が、金型用粉末合金の開発に取り組み始めた。今年6月、北海道立工業技術センター(道工技センター、北海道函館市)と共同研究契約を締結。同センター…
トピックス
関連サイト


