



前号では、日本金型工業厚生年金基金の制度移行に伴い、年金を退職金化することで得られるメリットなどを紹介した。では、そうした場合に加入者にはどの程度の負担や効果があるのか。より分かりやすく解説するために、モデルケースをも…
谷ダイ・モールド 精度追求のために新工場 【特集 攻める設備投資】
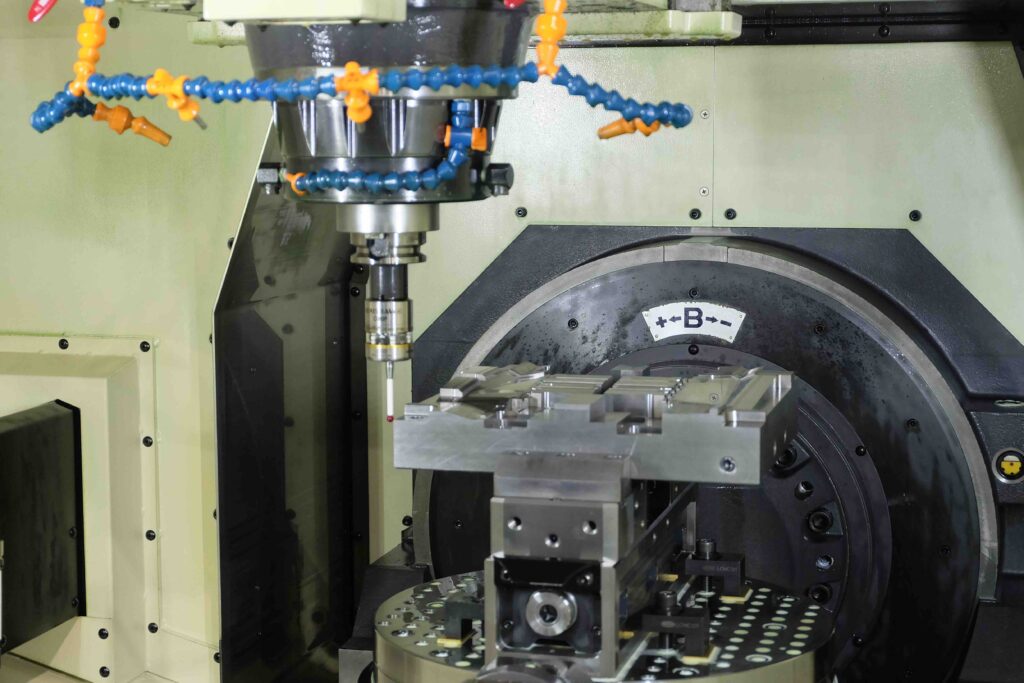
機上計測で戻りない加工
自動車のエアコンの吹き出し口の「レジスター」や、ミリ波レーダーを透過できるエンブレムなどのプラスチック金型を手掛ける谷ダイ・モールド。2023年に機械加工専用の第2工場を稼働させた。狙いは「工場が手狭になってきたことに加え、これまで以上に精度を追求する」(谷広将社長)ためだ。今後も「他社と同じ仕事をしても意味はない」とし、攻める投資を継続する考えだ。
同社の設立は1980年。設立当初から大手自動車部品メーカーの開発案件の金型を手掛けるなど高い技術力を武器に、ユーザーとの強い結びつきで成長してきた。中でも、近年増えているのが、冒頭のエンブレムの金型。構造部と意匠面などを組み合わせる特殊な「三色成形」で、金型としては難度が高い。成形品の板厚は±20μmレベルが必要で「金型もミクロンレベルの高い繰り返し精度が必要」(鈴木浩二技術部長)という。

その高い繰り返し精度を維持し、顧客の要望に応えるために「高精度な機械は当然だが、加工環境もこれまで以上に重要になる」(谷社長)と判断。22年に約1億6000万円を投じ、第二工場の建設に踏み切った。
こだわったのは安定した加工環境。基礎工事を徹底したほか、工場全体を±1℃の「恒温化」した。そのために断熱材を工場内に配置し、窓もない環境にした。その結果「バラつきが減り、±10μレベルは安定的に出せるようになっている。今後は安定的に±5μmを狙う」(鈴木部長)。
副次的な効果として、空調の節約にもなっている。「旧工場では、4台のエアコンで温度管理していたが、新工場では高い気密性により、実質1台で温度を安定化できている」という。
こうした加工精度にこだわるのは、顧客の要求はもとより、生産性の高さにもつながるからだ。「精度が出せれば組付けも楽になるし、何より加工の戻りがない」(鈴木部長)。その方策の一つとして、数年前から取り組んでいるのが機上計測だ。
安田工業のマシニングセンタなどが並ぶ新工場の加工機は全て機上計測仕様にしている。測定の狙い値より上回っていれば、その場で再加工し、後工程に不良を出さない仕組みを構築した。工程ごとの精度を高めた結果「入社3年目の技術者に加工を担当してもらったが、問題なく完成できた」という。
鈴木部長は以前、ある金型メーカーに言われたことがずっと頭にあるという。それは「調整で人の手を入れるのは金型を壊していることと同じ。完璧な加工ができていれば調整は必要ない」ということ。「道具と環境を整えることができればそれも可能だ」と話す。
この精度追求のための終わりはない。現在、顧客からの要求もあり、さらにもう一段上のリフレクターの金型への挑戦を検討している。条件は、磨きはナシで、機械加工のみで3μmの精度。仕上切削も超硬工具ではなく、PCD工具が必要になるレベルだ。
谷社長は「リフレクターの金型を手掛けるとなると機械も環境もこれまで以上の投資が必要になる。市場性なども見極めなければならない」と慎重な姿勢を示す。だが、「他社と同じことをしていても先はない」とし、さらなる投資も検討している。
会社概要
- 本社:愛知県岡崎市下青野町字喜昌島51
- 電話:0564・43・2188
- 代表者:谷広将社長
- 設立:1980年
- 従業員:11人
- 事業内容:射出成形金型の設計製作など。
金型新聞 2025年3月10日
関連記事

今なおリーマン・ショック前の7割の生産額―。プラスチック金型は、リーマン前の水準に戻った鍛造型や8割のプレス金型などと比べると回復していない。技術力、そして生産力でも圧倒的に世界をリードした「日本のお家芸」の復活のカギ…

供給網の競争力向上へ トヨタ自動車は7月から、部品メーカーに分割で支払っていた金型費用を一括支払いに切り替えた。部品メーカーが金型の製作に必要な費用を先行して負担しなくてもいいようにする。部品のサプライチェーンの資金繰り…

経営支える中核人材を 金型メーカーを取材すると必ずと言っていいほど話題になるのが人材育成の苦労や確保の難しさ。少子高齢化に伴う人材不足に加え、金型づくりで求められる人材像が変わってきていることも大きな理由だ。そこで、今…

トライ後の改修減らし生産性アップ 自動車の骨格部品などのプレス金型を手掛ける南工は昨年、解析速度の速いプレスシミュレーションソフトを導入した。短期間で高精度の塑性変形予測を割り出し、設計品質を高め、トライ後の改修時間も短…
トピックス
関連サイト


