



Dr.工程シリーズを刷新、より安価に多くの機能を利用 シー・アイ・エム総合研究所(東京都目黒区、03・5745・1181)はこのほど、個別受注生産に特化した工程管理システム「Dr.工程シリーズ」を刷新し、「Dr.工程Na…
【金型テクノラボ】安田工業 LabonosとMold Lock 高精度RPシステム
3Dプリンターの手軽さと切削加工機の具現化精度を兼ね備える3D造形ソリューション「Labonos(ラボノス)」。9月10日号で、その特徴を生かし試作樹脂型を自動造形することで試作品製作の様々な課題を解決する方法を紹介した。今回は、卓上で70ccの成形を可能にした成形機と組み合わせることによる高精度ラピッドプロトタイピングシステムについて解説する。
樹脂完全溶融式射出成形機「Mold Lock」

従来の射出成形機といえば、樹脂材料のペレットをシリンダー内のスクリューで撹拌しながら、外部からヒーターによって加熱。ノズルから射出する際に大きな圧力をかけ、摩擦熱を発生させることで無理矢理溶かし、型に押し込み成形をしていた。
この大きな圧力に耐えるために型は金属製かつ大型となり、成形機の土台も大型になっていた。一般的な射出成形機では70㏄程度の樹脂を成形するのに型締め圧100t規模の能力を要し、機械自体も重量4tにもなる大型の設備が必要となる。
射出圧力Max6MPaで成形

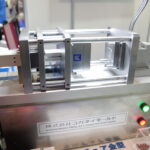
そこで筆者が注目したのが、世界初の樹脂溶融方式を実用化した超小型射出成形機の「Mold Lock(モールドロック)」である。このMold Lockはヒーターを使用してペレットを1粒ずつ正確に熱し完全溶融樹脂とすることで、流動性の高い状態で成形ができる。100t規模の型締め圧を要するところをMax6MPaの低圧での成形を実現した。
装置自体も重量55㎏とかなりの小型化に成功している。これによって型にかかる圧力は大幅に低減され、型サイズの小型化かつ金属から樹脂製に変換することが可能となる。
LabonosとMold Lockの相乗効果
LabonosとMold Lockの特徴を組み合わせることで次のような効果が得られる。JIS規格のダンベル形引張試験片(170㎜×20㎜)を成形するための型を例にあげ説明する(※当社調べ)。
型のコスト低減、製作期間短縮
まず1点目は型コストの低減である。従来の金属製金型からMold Lock用の樹脂型(Labonos製:写真①)にすることで、型サイズの小型化などが起因し約85%のコストダウンとなった。
2点目は型の製作期間の短縮である。従来であれば、社内で1週間から2週間、国内委託先で2週間から4週間、安価な中国で最大8週間と製作納期がかかっていた。ところがMold Lock用の樹脂型であれば、Labonosを使用して製作することで、最短2日で製作可能かつ人の手が全くかからない状態で実現可能となる(機械詳細は、専用ホームページより)。
型を長寿命化、精密に成形
3点目が低圧射出による樹脂型の長寿命化である。従来100t規模の型締め圧を要するところをMax6MPa 60㎏まで圧力を下げることが可能となり、樹脂型の型崩れや変形を低減できる。
最後に完全溶融樹脂の高流動性と樹脂型の低熱伝導性により、細部にまで溶融樹脂が流れ込み、より精密な成形が可能となると考える(写真②)。
これらの特徴により試作・小ロット製作において、精度を担保した形でコスト・製作期間が飛躍的に改善し、ものづくりの活性化に寄与すると考えている。
熱伝導性に課題、解決方法を探究
メリットばかりを紹介したが、樹脂型の低熱伝導性に課題がある。低熱伝導性により細部まで樹脂が流れ込むことに利点はあるが、裏を返せば「冷えにくい=固まるまでに時間がかかる」ことになる。試作においては目をつぶれる部分があるが生産となれば死活問題となる。今後、この課題を解決する方法について突き詰めていきたい。
このラピットプロトタイピングシステムは12月8~10日に幕張メッセで開かれる「第10回プラスチックジャパン」にMold Lockの開発元センチュリーイノヴェーションと共同出展する。
安田工業
- 技術本部開発部新規事業開発課主任 佐藤圭太氏
- 岡山県浅口郡里庄町浜中1160
- TEL:0865-64-2366
金型新聞 2021年11月10日
関連記事


金型の耐久性向上 鋳造金型メーカーのフジ(埼玉県川口市、 048・224・7161)はこのほど、金属積層造形(金属AM)で純タングステンの造形に成功した。金属粉末を溶融しながら積層するDED(ダイレクト・エナジー・デポジ…

新ブランド「Metal Rabbit」 工業用の加工油やグリースのメーカー、佐藤特殊製油(大阪市城東区、06-6932-2451)は新ブランド「Metal Rabbit(メタルラビット」を立ち上げる。第1弾として金型や工…

注目技術7選!! 放電加工機を遠隔保守三菱電機 iQ Care Remote4U(アイキューケアリモートフォーユー) IoT技術を活用して、放電加工機の様々な情報を収集・蓄積し、遠隔地からリアルタイムで確認・診断する…
成形の動きを再現 プラスチック金型メーカーのコガネイモールド(長野県佐久市、0267・68・0505)は、4月17~19日にインテックス大阪(大阪市住之江区)で開催された「インターモールド2024」に、「ミニチュア金型」…
トピックス
関連サイト


