



三菱マテリアル(東京都千代田区、03-5252-5200)はこのほど、高硬度鋼加工用エンドミルシリーズの2枚刃ロングネックボールエンドミル「VFR2XLB」にボール半径(RE)0.3㎜以下の小径サイズを追加し、発売した。…
セイロジャパン NCBrain AICAMによる自動軌跡作成[金型テクノラボ]
熟練作業者の高齢化に伴い、製造現場での人手不足が進む中、金型のCAM工程でも作業効率の向上や技能伝承の効率化が課題となっている。こうした課題を解決するのが、「NCBrain AICAM(エヌシーブレイン エーアイキャム)」だ。ここでは、同ソフトウェアの自動軌跡作成と最適化機能によってCAM工程の効率化を実現する最新技術を紹介する。
OKボタンを最短5回クリックで軌跡作成
近年の金型製造現場は、少子高齢化の影響でCAMエンジニアが不足し、新たに教育する時間もなくなっている。加えて、顧客からの要求も高度化し、品質やスピード、コストなどはこれまで以上に厳しさを増している。そうした中、CAMに求められるのは、長年の経験で培ったノウハウや勘・コツなどといった熟練技能がなくても、より簡単に、より効率良く加工軌跡が作成できることだ。
自動稼動コンセプトを持つ「NCBrain AICAM」はOKボタンを最短5回クリックするだけで軌跡の作成が可能なCAM。作成される軌跡は最適化機能によって、加工時間の短縮、稼働率の向上、工具コストの削減などを実現することができる。
3つのソフトウェアで構成
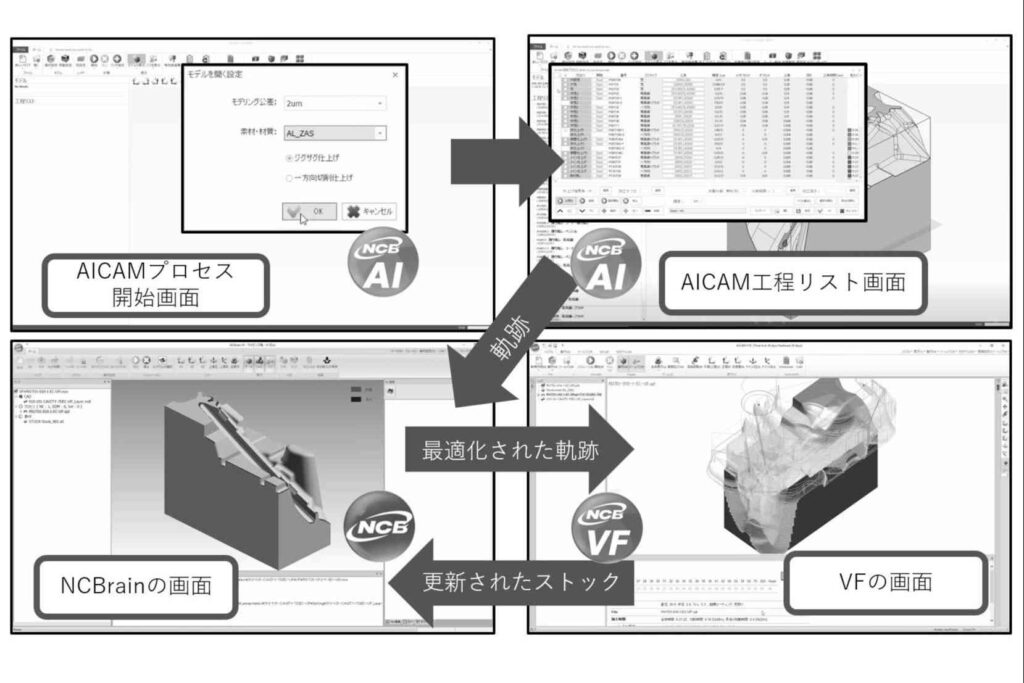
通常、加工軌跡を作成する場合には加工プランを検討し、軌跡の作成、シミュレーションでの確認などといった個別作業が必要となる。しかし、「NCBrain AICAM」では3つのソフトウェアを自動連携させることによって、それらを1回の作業で完結することができる【図1】。
「NCBrain AICAM」を構成するソフトウェアは、加工軌跡のもととなるツールパスを作成する「AICAM」、作成されたツールパスを最適化する「NCBrain」、最終的に検証を行う「VF」の3つ。
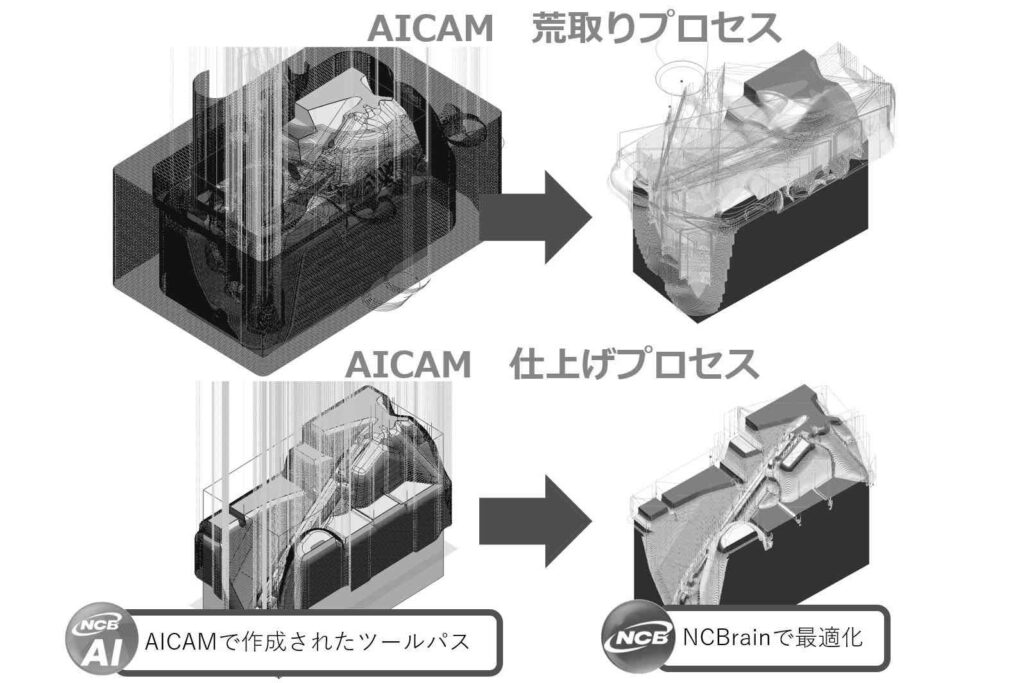
【図2】荒加工、仕上げ加工でのAICAMの軌跡のNCBrainでの最適化の例
操作手順としては、「AICAM」でモデル形状を読み込み、公差や素形材の材質、形状を定義し、適応。そこから工程リストを設定し、複数の軌跡手続きを作成する。軌跡は等高線の荒取り、等高線の仕上げ、取り残しのオフセット切削、ペンシル切削、コーナー切削などがあり、自動で作成される。
作成された軌跡は、「NCBrain」に自動で読み込まれる。そこで、加工条件に従って無駄な軌跡が削除されたり、工具負荷軽減のための加工速度の最適化が図られたり、加工ステップやコーナーRが追加されたりして、軌跡の最適化が自動で行われる【図2】。
最適化が終了した軌跡は、Gコードなど加工機に合ったNCデータとして保存される。それらのNCデータを最終的に検証するソフトウェアである「VF」でシミュレーションし、取り残し量や食い込みがないかなどを確認する。問題がなければ、ストックデータは「NCBrain」に送られ、次の工程の検証が実施される。この流れを繰り返して行うことで、複数の軌跡を作成していくことができる。
加工内容を検証し、最適な軌跡を適用
この際に、「AICAM」で作成された軌跡は全て最適化され、「VF」で検証される一方で、必ずしも全ての軌跡が残るという訳ではない。例えば、【図3】のように荒加工の工程で、φ20、φ16、φ12、φ10、φ8の工具を「AICAM」で設定したときは、荒加工の軌跡がそれぞれ計算され、その中で最適な軌跡が適用される。
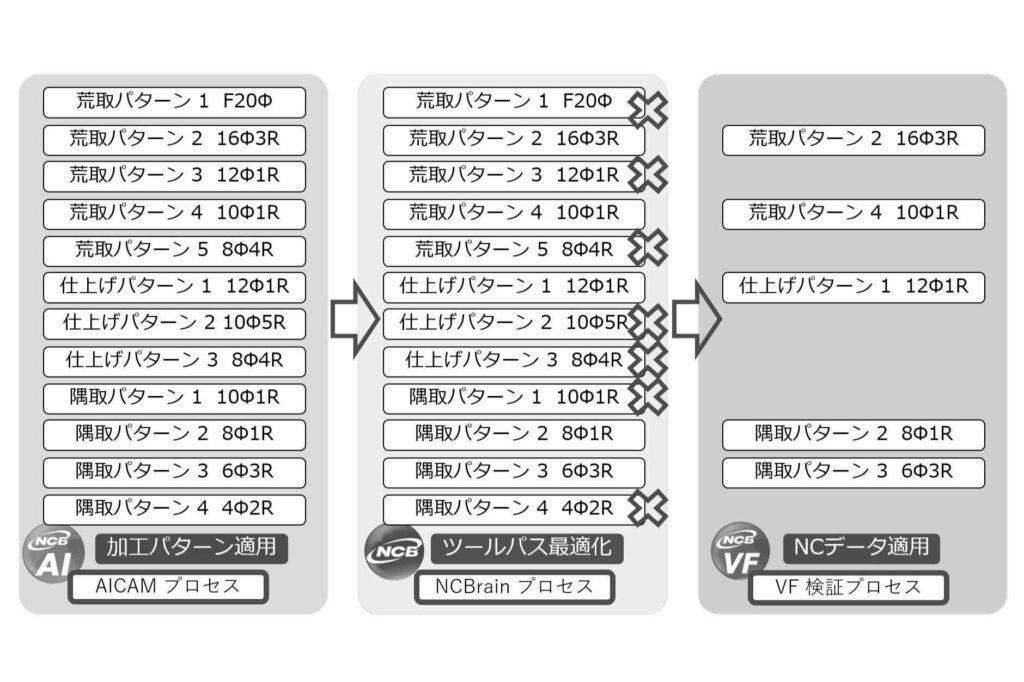
φ20の工具で軌跡を作成したときに軌跡が短ければ、φ20の工具ではなく、φ16の工具が使用される。また、φ16での加工量が長すぎる場合にはφ20での加工が使用され、その後、φ16の工具が使われるようになる。さらに、仕上げにおいてもφ12の工具で仕上げた後、φ10、φ8の仕上げ工具は使用せず、隅取パターンのφ8、φ6を使うような軌跡が作成される。このように加工する内容を検証し、加工軌跡を作成することができる。
また、加工機械や加工材料などの条件が変わった場合でも設定に従って自動で最適化され、最適な加工軌跡を作成することもできる。作業者は熟練した技能がなくても、加工機械や、加工材料、工具などを選択することで様々な加工軌跡を作成することが可能になる。
セイロジャパン
- Cimatronソリューションセンター部長
- 池澤 俊文氏
- 千葉市花見川区犢橋320-5
- TEL:043-379-2676
記者の目
加工プログラムを自動化するソフトウェアの研究開発が活発化している。熟練技能者の高齢化が進み、オペレータ不足の深刻化が予測されるからだろう。また、既存作業を効率化し、社内リソースを有効活用したいという金型現場のニーズもあるようだ。今後のさらなる技術革新に注目だ。(平)
金型新聞 2022年8月10日
関連記事

ダイヤモンドコーティングは工具寿命を向上させるために広く用いられている。一方でその表面粗さおよび高硬度ゆえに、モータコアやコネクタなどの製造用精密パンチが求める目的形状に加工するのが難しいという課題がある。本稿では極短パ…
リードタイム短縮、工数低減 ジェイテクトのグループ会社、光洋メタルテック(三重県伊賀市)は、従来の縦型熱間プレス工法で実現できない複雑な形状を全自動の鍛造プレスローリング工法でAT車用多段変速機に使用される遊星ギヤリング…

設計から加工まで一気通貫、高額な設備投資が不要 ソディックはこのほど、放電加工の工程全体を自動化するセミオートシステムを開発。同システムは、電極設計CAD、電極切削CAM、電極測定CAM、放電加工プログラムの作成がデジタ…

コンパクトで場所取らず ルッドリフティングジャパン(大阪市西区、06・6536・8807)は、フォークリフトなどで移動しどこにでも設置できる金型反転機を発売した。反転する場所を選ばないため、金型の調整や補修作業の効率化…
トピックス
関連サイト


