



電池ケースなど視野 冷間鍛造金型などを手掛けるニチダイは独自の鍛造技術を駆使して新たな市場の開拓に乗り出す。まずは、電気自動車などで脚光を浴びる電池ケースやバッテリー市場向けに鍛造技術を応用して、ケースの強度向上や生産…
内圧上昇を防ぐ金型を流動解析で実現 プラモール精工【金型テクノラボ】
プラスチック射出成形時に大きな課題となるのがショートやバリ、ガス焼けなどの品質不良。プラモール精工のガス抜きピン「ガストース」を使ったガスベントのデータ化と、流動解析によってガス抜き位置の最適化を実現した。成形品の品質安定化に貢献する、その特長や開発の背景について解説する。
成形品の品質安定化に向けて
射出成形時に求められる究極の形は、成形開始から品質が安定し、停止することなく終了を迎えること。これまで「やってみなければ分からない」とあきらめていた、効果的なガス抜き位置が「見える化」できれば、金型設計時にベント位置を図面に書き込むことができる。当社が開発した「ガストース」の流速をデータ化し、解析することで、ガス抜き位置の最適化に成功した。
顧客からの要望がヒントに
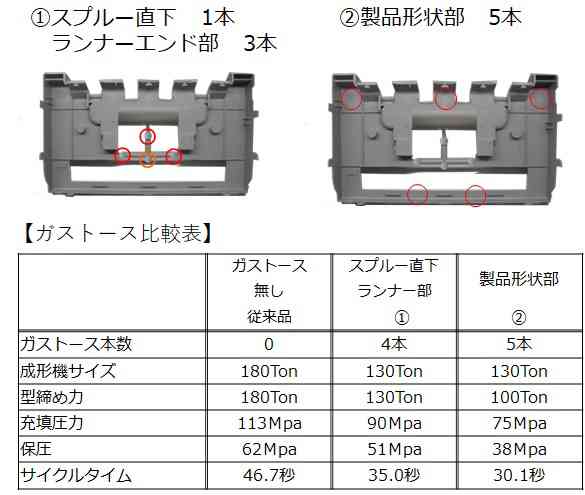
ある時顧客から「180トンで成形していた製品の注文が増えるため、成形機と金型の増設が必要だ」と相談があった。設備投資を抑えるため、余力のあった130トンで成形できる方策を提案した。具体的にはスプルー直下とランナーエンド部にある突出しピン4本をガストースに交換して、試作してもらった。
結果は130トンでも十分成形可能なことが分かった。ただ、最終充填箇所に時々小さなショートが発生したため、安全策として近くの突き出しピン5本をガストースに交換した。
また、型締め圧100トンまで下げても問題なく、サイクルタイムは当初より16.6秒短い、30.1秒(図1参照)を実現した。180トンで成形した時は、ガスベントが少ないため金型の内圧が高くなり、無理に充填圧を上げていたことで大きな反りが出ていた。当初から十分なガスベントがとられていれば無駄な作業が無くせると確信し、ガス抜きの見える化を推進した。
流動解析でガスベント位置の見える化の実現
ガストースを使ったガスベントの結果を流動解析に反映できないかと考察。樹脂流動解析ソフト「Moldex3D」などを扱うセイロジャパンに相談し、ガストースのサイズごとに流速が計算できれば実現可能だと分かった。その後、宮城県産業総合技術総合センターの協力を得て数値化できた。
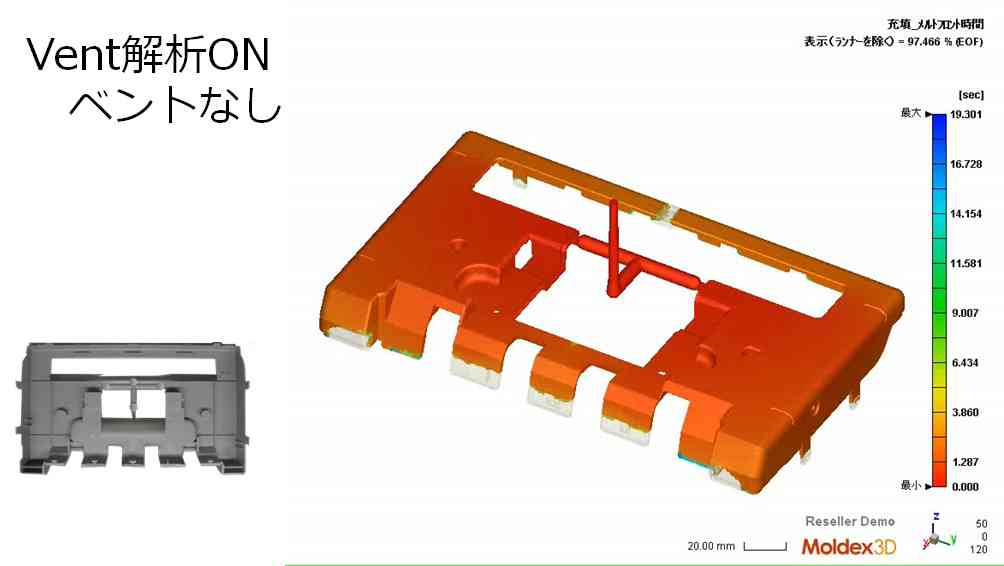
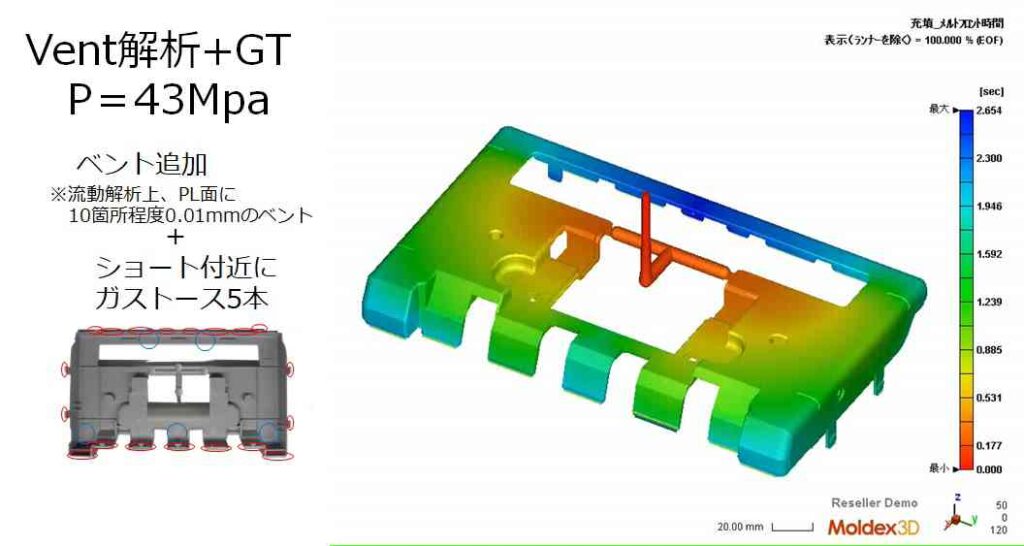
その結果をセイロジャパンが解析し、実績に近い結果が出た。金型製作前にガス抜き位置が明確になると、水管位置もガス抜き位置を避けて設定可能。この設定を基に金型設計をすれば金型図面に反映できる。成形前にガス抜き位置を最適化できるので、1度目の試作から量産まで同一条件で成形が可能となる(図2~3参照)。
流動解析ができないときのガス抜きの取り方
流動解析ができない時は、低圧成形の条件を設定する。型締め圧を投影面積からの計算値の50%以下と当社では決めている。パーティング面にバリが出ない充填圧で成形し、充填できるまでベントを増やす。その後一回目の型検査に入る。最初の試作から型検査が終わるまで成形条件は固定する。
終わりに
個々の品質不良ごとに対応することは、モグラたたきと同じで「あちらを立てれば、こちらが立たず」の状態。現在までバリ、ショート、ガス焼けなど代表的な品質不良が根絶できていないことからも証明できる。内圧上昇を抑えるガスベントがある金型は、毎回同一条件で成形が可能なため、試作回数などを削減できる。世界的に機運が高まる「カーボンニュートラル」の実現にも大きく貢献する。
プラモール精工
- 執筆者:代表取締役社長 脇山 高志氏
- 住所:宮城県富谷市鷹乃杜4–3–5
- TEL:022-348-1250
記者の目
射出成形において、流動解析の重要性は高まる一方だ。デジタル技術を活用し、手戻りや試作などの無駄をなくすことは材料の廃棄減につながり、世界的な取り組みとして広がるカーボンニュートラル実現へ貢献する。品質安定化につながるガス抜きや解析技術に今後も注目したい(清)。
金型新聞 2023年1月10日
関連記事


工場向けIoTサービス「IoT GO」を手掛けるマイクロリンク(名古屋市西区、052-688-0521)はこのほど、LED電球の販売を始めた。同社は国内メーカーとタイアップし、高品質かつ低価格な商品をラインアップし、販…

リニューアル発売 ダイジェット工業(大阪市平野区、06-6791-6781)は、丸駒ラジアスカッタ「エクストリームダイメイト」に金型加工用や耐熱合金用のインサートを追加し本体鋼種も見直すなどリニューアルし、発売した(写…

熟練作業者の高齢化に伴い、製造現場での人手不足が進む中、金型のCAM工程でも作業効率の向上や技能伝承の効率化が課題となっている。こうした課題を解決するのが、「NCBrain AICAM(エヌシーブレイン エーアイキャム)…
高速・高精密積層加工を実現 ジェービーエムエンジニアリング(大阪府東大阪市、06-6744-7331)は積層専用CAM「ADDITIVE MASTER LUNA」に、新機能「リアルタイムプロセスコントール」を追加した…
トピックス
関連サイト


