


22年4-6月期納入分から 日立金属(東京都港区、03-6774-3001)はこのほど、原材料・副資材の価格およびエネルギー・輸送コストなどの高騰に伴い、2022年4‐6月期納入分から工具鋼など全製品で価格を改定すると発…
ゼノー・テック 荒から仕上まで工具を集約 工具費半減、生産性倍に【Innovation〜革新に挑む〜vol.13】
粉末冶金型を主力に冷間鍛造型やプレス型を手掛けるゼノー・テック。一貫生産体制と効率的な生産管理を強みに業容を拡大してきた。近年はM&Aを活用し、鋳造型や電鋳型などにも事業領域を広げる。焼入れ後のハイスなど高硬度材加工において、MOLDINOの工具を活用し、工具費半減と生産性倍増を実現した取り組みを取材した。

粉末冶金型を主力に多角化
創業は1974年。切削工具メーカー・ゼノー工具の金型部門として発足した。その後、1991年に粉末冶金型専業メーカーとして分社化。2000年代まではユーザーの要望もあり、海外展開を加速し、中国、マレーシア、インドネシアに相次いで拠点を開設した。
2013年以降は「何でも対応できる金型のデパート」(岸本耕一社長)を目指し、M&Aを積極化。ゴム金型のゼノー・テック福山を設立したほか、引き抜きダイスの市川ダイス、ダイセットや治具のゼノー・テック幕張、電鋳型の大引産業、鋳造型のゼノー・テック出雲をグループ化した。現在は国内5社、海外4社でグループを形成している。
仕上げまで一貫生産
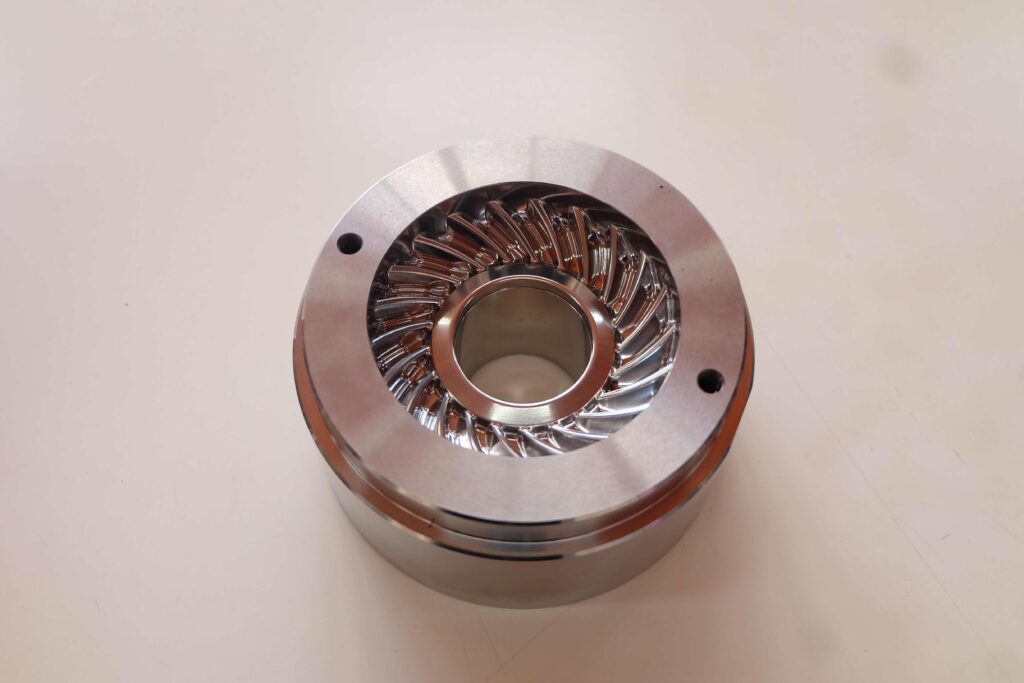
多角化を進める同社だが、主力は創業以来手掛ける自動車のエンジンやトランスミッション部品向け超精密粉末冶金型。それを支えるのが一貫生産体制だ。ハイスや超硬合金などの材料は外部調達だが、旋削、ミーリング、測定、検査までを全て内製化。「社内で一元管理することで、納期はもとより品質を担保できることが強み」(岸本社長)という。

工場内にはマシニングセンタ、放電加工機、研削盤、三次元測定機など約100台の設備が並ぶ。さらに冷間鍛造金型に対応するため、試作用として加圧能力400トン、800トンのプレス機も備える。
年間2万本の生産力
粉末冶金型の年間生産能力は「2万本程度」(岸本社長)。工場内では常時約2000本の金型が製造工程にあるという。「全部で20工程以上」に及ぶ多工程管理とぼう大な生産数を効率的に運営するため、全工程をQRコードで管理。「リアルタイムで各金型の進捗状況を把握できる仕組みを構築している」(岸本社長)。
高硬度材をいかに高精度で高効率に加工するか
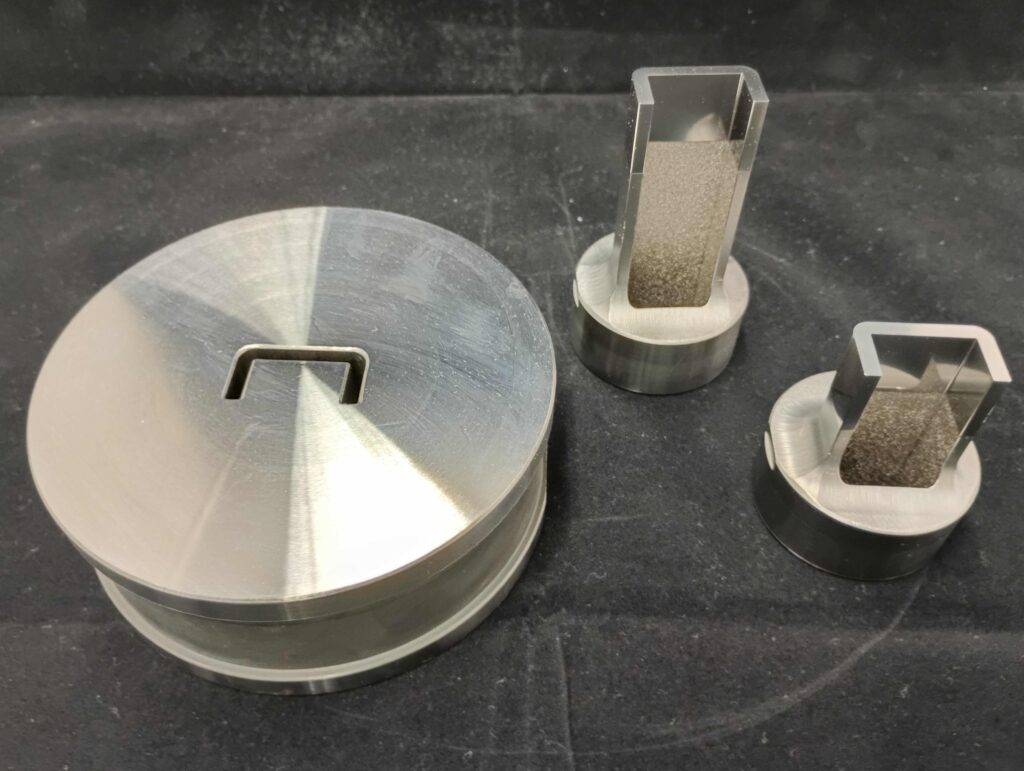
粉末冶金型ではハイスや超硬合金などの高硬度材が一般的に使用される。特にハイスは焼入れ後、形状部となる端面の加工が必要で「硬さHRC60以上のワークが多い。形状精度では5µm以下を求められるケースも少なくない」(近藤隆太郎主席技師)。

こうしたワークは従来、放電加工が主流だったが、「電極の製作に時間を要するほか、放電後の磨き工程にも多大な時間がかかるため、直彫切削への置き換えが必要だった」と振り返る。
直彫化で課題も
そこで、2010年頃に直彫加工を進めるためのプロジェクトチームを設置。ノウハウを蓄積しながら徐々に直彫へ移行していった。「電極が15本必要だったワークもあり、直彫化により電極製作が不要となるなど、加工時間の短縮効果は大きかった」。
一方で、直彫化による課題は「工具が持たない」ことだ。加工初期と加工後半ではワークに段差が生じ、頻繁な工具交換が必要となった。工具は高価で、工具費が大きな問題となっていた。
工具費半減、生産性倍に
そこで採用したのが、MOLDINOの高硬度材加工向けコーティング「TH3」を施したボールエンドミル。TH3は皮膜組織の微細化により耐衝撃性と耐摩耗性を高め、長寿命化を実現している。
2017年の導入以降、「工具寿命は約1.5倍に向上。荒加工から中仕上げまで1本で対応可能になった」。その結果、「TH3採用前と比べ、金型1個当たりの工具費を66%削減できた」(近藤主席技師)。
工具交換や磨き時間の短縮により、生産性も大幅に向上した。「生産個数は46%増加し、加工リードタイムは1カ月半から約1カ月へ短縮した」という。
切削条件探索に終わりなし
同社とMOLDINOの協業は工具活用にとどまらない。岡山大学、C&Gシステムとともに、AIによる「切削条件支援システム」を開発した。工具や材質、パスの条件を入れることで、これまで加工したことないワークでも適切な条件を推奨できるシステムだ。
「切削条件に絶対はない。共同開発したシステムは技能伝承に役立つだけでなく、さらなる最適条件の探索につながる」と近藤主席技師。現在は母材に超々微粒超硬合金を採用し、TH3を施した「IXシリーズ」への切り替えを推進中で、「さらなる工具本数削減を目指す」という。
シナジーで『ONE ZENO』へ
加工技術を磨き続ける同社は、今後「ONE ZENO」を掲げ、グループ間シナジーの最大化を図る方針だ。新規事業としてリバースデータエンジニアリングや、シミュレーション受託も開始した。
「高精度なモノづくりは当然。その上で顧客課題を解決するソリューション事業を拡大したい」(岸本社長)とし、加工技術を核に、新たな需要開拓に挑む。


会社概要
- 本社 : 岡山県岡山市南区豊浜町12-8
- 電話 : 086・262・0294
- 代表者: 岸本耕一社長
- 創業 : 1974年
- 従業員 : 163人(単体)
- 事業内容 : 粉末冶金金型、冷間鍛造、プレス金型の設計製作
金型しんぶん2026年3月10日号
関連記事

加工効率高める金型設計 歯ブラシのプラスチック金型を手掛ける武林製作所(大阪府八尾市、072・998・1207)の技術者、千田雄一氏と山中慎也氏はそれぞれ2024年の「なにわの名工」(大阪府)と「八尾ものづくり達人」に選…
外径Φ100mmのステータコアを一体加工、連続生産100万ショットを実現 プレス金型から加工までを手掛けるナカムラマジック(長野県上伊那郡、0265・79・3880)は、アモルファス(非晶質)合金を使用した外径Φ100m…

企業連携で金型技術確立へ EVシフトによって、需要減少が見込まれる内燃機関(ICE)部品の金型。シリンダヘッドやシリンダブロックなどのダイカスト金型を手掛ける米谷製作所はその影響を受ける1社だ。米谷強社長は「今後、内燃機…

キヤノンモールドは4月1日付で、キヤノンの生産技術本部成形技術開発センターの畠山英之所長が社長に就任したと発表した。 畠山英之新社長略歴 1990年キヤノン入社、2009年日立ディスプレイズ出向、13年キヤノン生産技術本…
トピックス
関連サイト


