



魂動デザインなど独自の哲学で「走る歓び」を追求するクルマづくりに取り組むマツダ。金型はそれを実現するための極めて重要なマザーツールだ。なぜ社内で金型を作り続けるのか。金型づくりを進化させるため取り組むこと、これから目指す…
【特集】5つの視点から探る プラ型のあした
日本のお家芸復活のカギは
今なおリーマン・ショック前の7割の生産額―。プラスチック金型は、リーマン前の水準に戻った鍛造型や8割のプレス金型などと比べると回復していない。技術力、そして生産力でも圧倒的に世界をリードした「日本のお家芸」の復活のカギは何だろうか。5つの視点から「プラ型のあした」を探る。
視点1 産業構造と需要の行方
プラスチック金型は回復傾向にあるものの、リーマンショック前と比べると7割程度の水準だ。しかし細かく見ると業界でバラつきがあったり、高付加価値の金型が増えていたり、濃淡がある。自らもプラスチック金型を手掛ける、日本金型工業会の牧野俊清会長にプラスチック金型の動向や方向性などを聞いた。
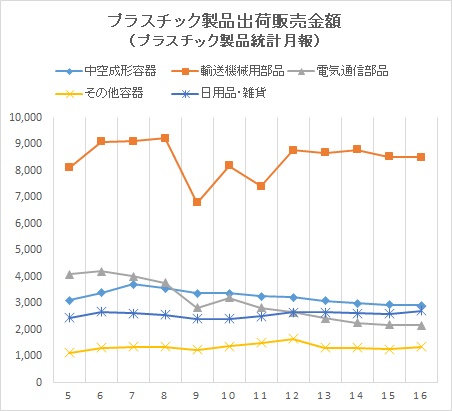
グラフ①
プラスチック製品出荷販売金額(プラスチック製品統計月報)
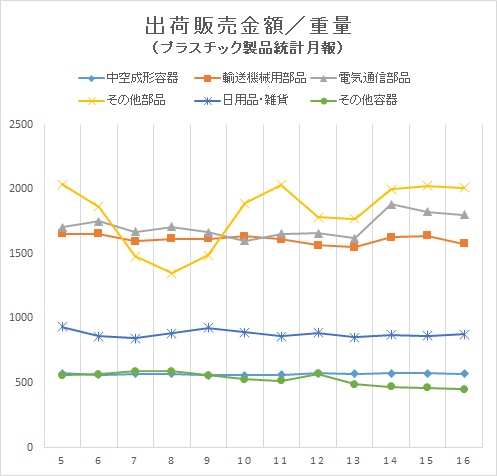
グラフ②
出荷販売金額/重量(プラスチック製品統計月報)
難しい金型は増える

日本金型工業会
牧野俊清会長
「需要業界から見たほうがわかりやすいと思う。プラスチック製品統計(グラフ①)を見ると、輸送機械部品の割合が5割弱で、自動車が大きいことがわかる。だから、自動車業界の動きに影響を受ける構造にある」。
「特徴的なのは電気通信部品。量は減少を続けている一方、価格を重量で割ると少し上がっている(グラフ②)。つまり、量は減ったが価格が上がったともとれる。海外ではできないような難しい金型=付加価値の高い金型は増えているのではないかと思う。一方、競争力の低いものは減っている。この傾向は業界全体に通じる部分はあるのではないか」。
―競争力のあるプラ型は何でしょうか。
「それが分かれば苦労はしない(笑)。ただ、輸出できる金型は総じて価値が高いと思う。海外で成形するにもかかわらず、金型は日本製を使うわけだから、それなりの理由がないとユーザーは使わない。いずれにせよ口で言うのは簡単だが、特長ある金型を作らなければならないと思う」。
―そうした型づくりに必要のことは何でしょう。
「各社によって目指すところは異なるので、一概に言えないけれど、新素材や技術に常にチェックしておくことは重要だと思う。炭素繊維強化プラスチック(CFRP)のや、次世代の素材として期待されるセルロースナノファイバーの成形にはどんな技術が必要なのか。こうしたことに常に注意しておくことは必要だと思う」。
―海外勢についてはどうみますか。
「中国、韓国、台湾などはプラ型の輸出に注力している。技術力も高く、日本もターゲットにもなっている。また、中韓のプラ型はドイツでの採用は日本よりずっと多い。なぜ欧州で採用が増えているのか詳細な分析は必要だが、少なくとも営業やマーケティングに強い韓国や中国からもっと学ぶ必要があると思う」。
視点2 金型で省人化への方策
岐阜多田精機 金型をセンサで見える化
多田憲生社長
スマート金型は金型内にセンサを取り付け、温度や圧力などを計測し、製品部の体積と圧力、温度の変化を可視化することで、生産される成形品の良否判定を金型の挙動から判断できるほか、金型内の欠陥や異物混入など問題の発見や不具合の分析も可能という。多田憲生社長は「金型内の状態を見て成形品の良否判定を行えば、不良品を取出し機で自動的に分別し、成形品の検査など人手の必要としていたユーザーの省人化にも貢献できる」。
次なる取り組みは、金型内の状態をセンシング技術で見える化し、成形機にフィードバックさせ、成形機で制御することで良品しか生まない仕組みを開発していくこと。それが可能になると多田社長は「海外展開を図るユーザーの立ち上げや金型監視などを省人化できるほか、金型の販売を1ショット売りに切り替えるなども可能」とし、IoTなど様々な手法も視野に入れる。同社は平成28年度の地域科学技術実証拠点整備事業に採択された「岐阜大学スマート金型開発拠点」に参画し研究開発を行っていく。
会社メモ
代表者:多田憲生社長
住所:岐阜県岐阜市東改田字鶴田93番地
電話:058・239・2231
営業品目:精密樹脂成形用金型、精密ダイカスト用金型。
視点3 ベンチャー企業
テクノグローバル いつかは自社製品

髙田弘之社長
2006年に設立した若い会社。前職で金型メーカーに勤めていた髙田弘之社長は「いつかは自社製品も作りたい」と夢を抱き、ものづくりベンチャーとして創業。
八尾市の製品・サービス事業「STADI」に認定され、プラダクトデザイナーと自社製品の開発に取り組んだ。
最近では医療機器展など展示会にも積極的に参加し、奈良県立医科大学と共同でガン患者に抗がん剤を投薬した針を安全で簡単に抜くことができる「ヒューバー針抜針器」を開発。ヒューバー針の持ち手を台座で挟み、レバーを引くと針が抜針器内で収まる仕組みで、医療従事者が怪我をすることもない。
製品開発には金型技術を知らない企業との打ち合わせになり、製品設計や形状など困難になるケースもあるが、技術提案も行いながら、「最終製品がしっかり出来上がるようにしよう」と、ニーズを形にできる企業を目指す。
会社メモ
代表者:髙田弘之社長
住所:大阪府八尾市跡部南の町1-1-37
電話:072・993・7935
従業員数:15人
営業品目:プラスチック製品設計支援、試作・量産金型の製造及び成形など。
視点4 微細・精密への挑戦
マイクロ流路、ライトガイド
シングルナノの面粗度
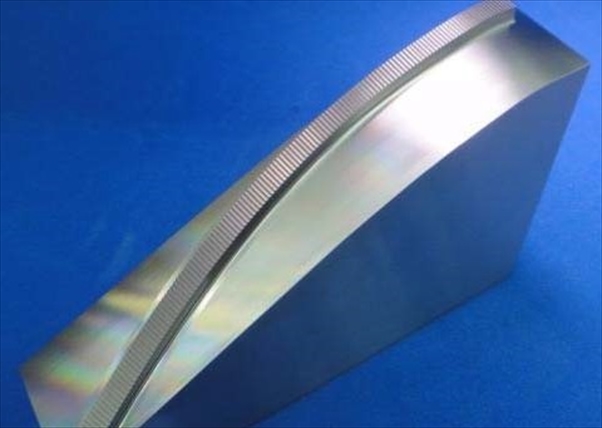
リフレクタの金型
日本のプラ型メーカーの強みは難度の高い金型に対応できる力にある。なかでも期待されている分野が微細精密金型だ。
シングルナノレベルの面粗度を狙う加工では、CBNやPCD工具を使い、3~9万回転という高速で数十時間かけて切削するのが主流だ。
そうした金型が必要とされている分野は何か。注目されているのは、美容や医療用で増加が期待されるマイクロニードル型、検査用のマイクロ流路、ヘッドライトのライトガイド用金型などだ。
米山金型製作所では、先端部10μmの突起のマイクロニードルの試作型を製作した。村松善太郎社長は参入した理由を「付加価値の高い金型を作らないと生き残っていけないため」という。
マイクロ流路の金型
狭山金型製作所が受注した医療検査用マイクロ流路金型は、溝幅・深さ100μでピッチ幅が400μのワークに、8000番クラスの手磨きを施すなど高い鏡面性を実現した。従来のガラスに比べて安くできることと、使い捨てが必要で量産が期待できることから、大場総一郎氏は「市場は拡大する」とみる。
ライトガイド金型の実用化も進む。近年では高い鏡面性に加えて、デザイン性を重視し、ライトガイドを分割せず、一体化する大型化のニーズも増えている。
成長への期待の一方で、マイクロニードル型の試作を手掛けるプラ型メーカー社長は「成長しているが、ユーザーや成形メーカーが内製化するケースもある。加工に数十時間かかり、設備負担も考慮する必要がある」と指摘する。収益性を見極めることも重要だ。
視点5 自動車部品の樹脂化
住友ベークライト エンジンに樹脂
 自動車エンジン部品の樹脂化が見えてきた。プラスチックメーカーの住友ベークライトは、シリンダーヘッドやシリンダーブロックなどの大型エンジン部品をプラスチックに置き換える開発を進めている。自動車メーカーや部品メーカーに提案し、プラスチック部品の活用領域拡大を狙う。
自動車エンジン部品の樹脂化が見えてきた。プラスチックメーカーの住友ベークライトは、シリンダーヘッドやシリンダーブロックなどの大型エンジン部品をプラスチックに置き換える開発を進めている。自動車メーカーや部品メーカーに提案し、プラスチック部品の活用領域拡大を狙う。
住友ベークライトは、熱を加えて固める(熱硬化性)フェノール樹脂を日本で初めて製造したメーカー。熱に強いというフェノール樹脂の特性を活かし、自動車部品では、補機プーリやディスクブレーキピストン、ウォーターポンプなど、上限150~200度C、一時的に300度C以上の環境下で使用される機構部品を得意としていた。
ただ、「手のひらサイズの部品はほぼ樹脂化できている」(高機能プラスチック本部の中村伸明担当部長)と、市場性に限界を感じていた。そこで着目したのが、今までは耐熱性や強度、剛性の面で樹脂化は難しいとされてきた、エンジンなどの大型部品だ。

sbDRIVEデモセンター
さらに4月には、ベルギーの工場内に500tの射出成形機と自動成形用のパーツ供給ロボットを備えた「sbDRIVEデモセンター」(=写真下)を開設。自動車メーカーや部品メーカーに樹脂化までの流れと工法を体感してもらう考えだ。
今後、こうした技術革新によって熱硬化性樹脂のニーズは増加すると見られる。大きな重量を占めるエンジンの軽量化は、燃費向上やCO2削減の効果が大きい。さらに樹脂は振動の減衰性が高く、走行時の騒音や振動の抑制にも効果が期待される。
また、熱硬化性樹脂は、金型充満直後は粘度が低いため、ガスを抱き込まないようにガスベントを設けるなど、熱可塑性樹脂とは異なった金型ノウハウが求められる。中村氏は、「当社は今後も需要拡大に向けて挑戦し続ける。ぜひ熱硬化性樹脂の金型に取り組む企業が増えてほしい」。
金型新聞 平成29年(2017年)6月2日号
関連記事


EV化などによる金型需要の変化やAMをはじめとする新たな製造技術の登場など金型産業を取り巻く環境はこれまで以上に大きく変化している。金型メーカーには今後も事業を継続、成長させていくため未来を見据えた取り組みが求められてい…

省エネ効果を大幅向上 ソディックはワイヤ放電加工機、形彫放電加工機の省エネ機能を強化している。放電加工液の循環などに使うポンプにインバータを搭載。非稼働時間にポンプを動作させないことなどにより、従来機種に比べ、約5割の電…

「CASE」(コネクテッド、自動運転、シェアリング、電動化)に代表されるように、「百年に一度の変革期」と言われる自動車業界。金型にとってもその影響は大きく、舵取り次第では将来の成長を左右しかねない。特に、金型へのインパ…

自動車の金型が試練の時を迎えている。半導体不足に端を発する新車開発の相次ぐ延期で受注が減少している。一方、電気自動車(EV)シフトが技術と産業構造に変革を迫る。生き残るカギは変化のうねりを見極め培ったノウハウや強みを生か…
トピックス
関連サイト


