



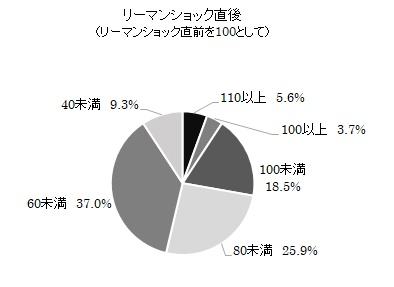
課題はさらなる顧客開拓 金型新聞はこのほど、国内の金型メーカー112社に「足元の業況と未来を拓く次の一手」についてアンケート調査を実施した。その結果、60%を超す会社が、自動車業界の好調などを背景に、好調だったリーマン…
ソディックが金属3Dプリンタで
プラ型のキャビ・コア製作
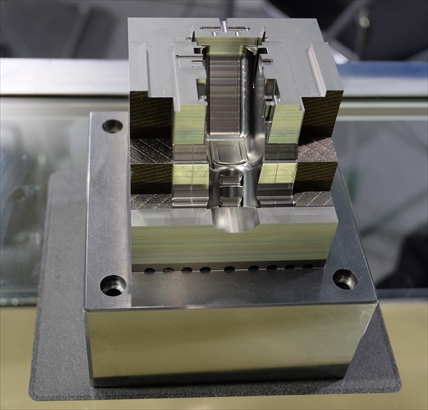
ソディックはこのほど、金属3Dプリンタを活用し、コネクタのハーネスカバーのプラスチック金型の製作に成功した。従来の製法と比べ、金型製造コストを6割削減し、成形サイクルも2割短縮した。
製造コスト60%減
同社の金属3Dプリンタ「OPM250L」を導入した、子会社のソディックエフ・ティが製作した。これまで金属3Dプリンタでプラスチック金型を作ることもあったが、意匠面や精度の問題から製品表面部に影響の少ない、コア側のみを作るケースが多かった。今回、加工精度±0・01㎜と、メルティング率99・99%を実現していることで、キャビティも3Dプリンタで製造した。
一体製作できる強みを生かし、部品点数を従来の金型よりキャビティで20分の1、コアで15分の1と大幅に削減。これに伴い、設計のリードタイムを96時間から64時間と33%短縮。製造リードタイムも54日を24日と55%短くした。最適な三次元冷却配管で温度制御が正確となったことで、スライドが不要になるなど、金型構造の簡素化にもつながった。
これらの効果により、従来の工法に比べ、金型製造コストを61%減らし、成形サイクルでは23・5秒から18・5秒と21%短くすることに成功した。
金型新聞 平成27年(2015年)12月10日号
関連記事

超硬合金に近い耐摩耗性、レアメタルの使用量大幅削減 冨士ダイス(東京都大田区、03・3759・7181)はこのほど、新材料「サステロイ STN30」を発売した。コバルト、タングステンの使用量を9割削減。鋼程度の比重のため…

自動車のプレス金型を手掛ける明星金属工業は、工場のエア効率化や照明のLED化などにより16年間でCO2排出量を18・5%削減した。カーボンニュートラルへの取り組みを推進する上田幸司社長は「CO2削減に取り組むことで無駄な…

町工場の放課後研究会 現場で職人から学べる技能講座や体験会、ものづくりラボなどを展開するMACHICOCO(大阪府東大阪市、06-6720-8735)は4月8日、「マチココ放課後研究会」を開き、情報発信の仕方などで悩む…

金型の肉盛溶接機 テクノコート(静岡県藤枝市、054-646-1721)はこのほど、ウェブ上で実機によるデモンストレーションが見られるサービス「ライブ実演デモ」を開始した。 対応機種は、ファイバーレーザー肉盛・溶接装…
トピックス
関連サイト


