



11月24日 ホテルインターコンチネンタル東京ベイ 業界功労者など表彰 日本金型工業会(牧野俊清会長・長津製作所会長)は11月24日、ホテルインターコンチネンタル東京ベイ(東京都港区)で、創立60周年記念式典及び第44…
ソディックが金属3Dプリンタで
プラ型のキャビ・コア製作
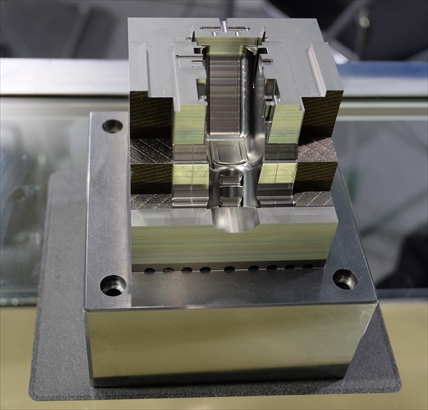
ソディックはこのほど、金属3Dプリンタを活用し、コネクタのハーネスカバーのプラスチック金型の製作に成功した。従来の製法と比べ、金型製造コストを6割削減し、成形サイクルも2割短縮した。
製造コスト60%減
同社の金属3Dプリンタ「OPM250L」を導入した、子会社のソディックエフ・ティが製作した。これまで金属3Dプリンタでプラスチック金型を作ることもあったが、意匠面や精度の問題から製品表面部に影響の少ない、コア側のみを作るケースが多かった。今回、加工精度±0・01㎜と、メルティング率99・99%を実現していることで、キャビティも3Dプリンタで製造した。
一体製作できる強みを生かし、部品点数を従来の金型よりキャビティで20分の1、コアで15分の1と大幅に削減。これに伴い、設計のリードタイムを96時間から64時間と33%短縮。製造リードタイムも54日を24日と55%短くした。最適な三次元冷却配管で温度制御が正確となったことで、スライドが不要になるなど、金型構造の簡素化にもつながった。
これらの効果により、従来の工法に比べ、金型製造コストを61%減らし、成形サイクルでは23・5秒から18・5秒と21%短くすることに成功した。
金型新聞 平成27年(2015年)12月10日号
関連記事

荒加工~仕上げまで対応 ブラザー・スイスルーブ・ジャパン(名古屋市中区、052-750-7560)はこのほど、金型の放電加工に最適な放電加工油「ブラソスパークGT250」を発売。無色透明で臭気が少なく、快適な加工環境の実…

より安価に多くの機能を利用 シー・アイ・エム総合研究所(東京都目黒区、03・5745・1181)はこのほど、個別受注生産に特化した工程管理システム「Dr.工程シリーズ」を刷新し、「Dr.工程Naviシリーズ」を発売。製品…

プレス型は30.6%減、プラ型は9.2%減 2020年10月の金型生産は、前年同月比24.3%減の259億8,000万円と大幅に減少した。前月比でも16.7%の減少。数量は前年同月比2.8%減の4万1,617組、重量は…

次世代自動車による自動産業の変革や、少子高齢化による人手不足など金型産業を取り巻く環境は大きく変化し、新型コロナウイルスの感染拡大によって、そのスピードはさらに加速している。一方で、金型づくりを支える製造技術も進化を遂…
トピックス
関連サイト


