


管理、調達を効率化 近年の金型工場では人手不足が深刻化しており、デジタル技術の導入による製造工程や管理工程などの効率化に向けた取り組みが加速している。多くの企業がセンシング技術を活用した見える化をはじめ、ITツール導入に…
中辻金型工業 切削工具を自社開発
培った技術活かす
自動車の電動化、医療関連や半導体関連需要の拡大などで、国内のものづくり産業に求められるものも大きく変化している。自動車の電動化ではモータやバッテリーなどの電動化部品や材料置換による軽量化部品などが増えており、医療関連や半導体関連ではこれまで以上に部品の複雑化や微細化が進んでいる。多くの金型メーカーが、こうした変化をチャンスと捉え、自社の高い金型技術や加工技術などを生かし、新しい需要を上手く取り込もうと動き始めている。新規設備に投資したり、独自の商品や技術を開発したり、その取り組みは様々だ。政府も補助金などの支援制度を設け、金型メーカーの新分野の開拓を後押ししている。金型メーカーの新分野はどこにあるのか。“ニューフロンティア”を目指す各社の挑戦に迫る。
中辻金型工業 自社開発の切削工具

金型加工に特化

プレス金型や量産、溶接・組立などを手掛ける中辻金型工業は自社開発のスクエアエンドミル『N‐CUT』(4枚刃)を販売。「金型屋がプロデュースしたエンドミルで、金型加工における課題を解決したい」とは中辻隆社長。金型加工をコンセプトにアイデアを織り込んだエンドミルで、加工に悩む金型メーカーの課題解決に挑む。
「現在開発されている切削工具はアルミやステンレスに対応したものが多く、金型材など鉄系に特化したものは稀だ」と中辻社長は指摘する。
そこで金型材として使用されるss材から焼入れ鋼まで幅広く対応するために、母材に超微粒子超硬ウルトラマイクログレイン0.4μを採用し、高靭性や高硬度を実現。特殊なコーティングを施し、耐熱は1000度、表面硬度は最大3800Hvと非常に硬く、耐熱性や耐摩耗性、高滑り性に優れ、焼入れ鋼の加工も切込み量を多く取れる形状で、加工時間短縮にも貢献する。
また、金型加工で使いやすいように刃長を少し長めの3Dに設定。「市販工具は2.5Dの場合が多く、刃長が足りないといったケースがある。金型メーカーの観点から使いやすい刃長にした」。
工具開発した背景にはオペレータによって工具選定や加工条件が異なり、加工時間や品質にバラツキが出る課題があった。昨今は新人や外国人採用も増えおり、安定した加工を行うには工具選定の重要性は高く、加工時間や品質のバラツキは金型製作のリードタイムにも影響を及ぼす。「同じ工具、同じ加工条件で標準化ずれば、誰が加工しても品質のバラツキは生じない」と工具選定と加工条件を統一にするために工具開発を進めた。
さらに、価格面でも購入しやすい低価格で販売。刃径1.0㎜で1650円から販売している。その理由は「高価な工具は破損した場合のデメリットを危惧する。価格をギリギリまで調整し、購入しやすさを重視した」。
今後はボールやラジアスエンドミルも視野に入れると中辻社長は話すが、「工具メーカーになるつもりはない」ときっぱり。次なる事業展開の一環として工具開発があるとし、新ビジネスの可能性に触れた。
会社概要
- 本社 :大阪府東大阪市長田西4-1-16
- 電話 :06-6746-0056
- 代表者 :中辻隆社長
- 従業員数:26人
- 事業内容:プレス金型設計・製作、デジタルモールド設計・製作、プレス加工、メンテナンスなど。
金型新聞 2022年3月10日
関連記事


脱炭素社会に向けた取り組みがものづくりで加速し、金型業界でもその動きが広がりつつある。先手を打つ金型メーカーの対応には大きくは2つの方向性がある。一つは、太陽光パネルの設置や設備の省エネ化などによる自社の生産活動でCO2…
AI活用し、自動で最適制御 放電加工機やマシニングセンタなどによる加工は加工が進むにつれて状況が変化する。切削加工では切削工具の摩耗や欠損、びびり(加工振動)、熱変位、放電加工では電極の消耗、加工深さや板厚・ノズル離れ量…
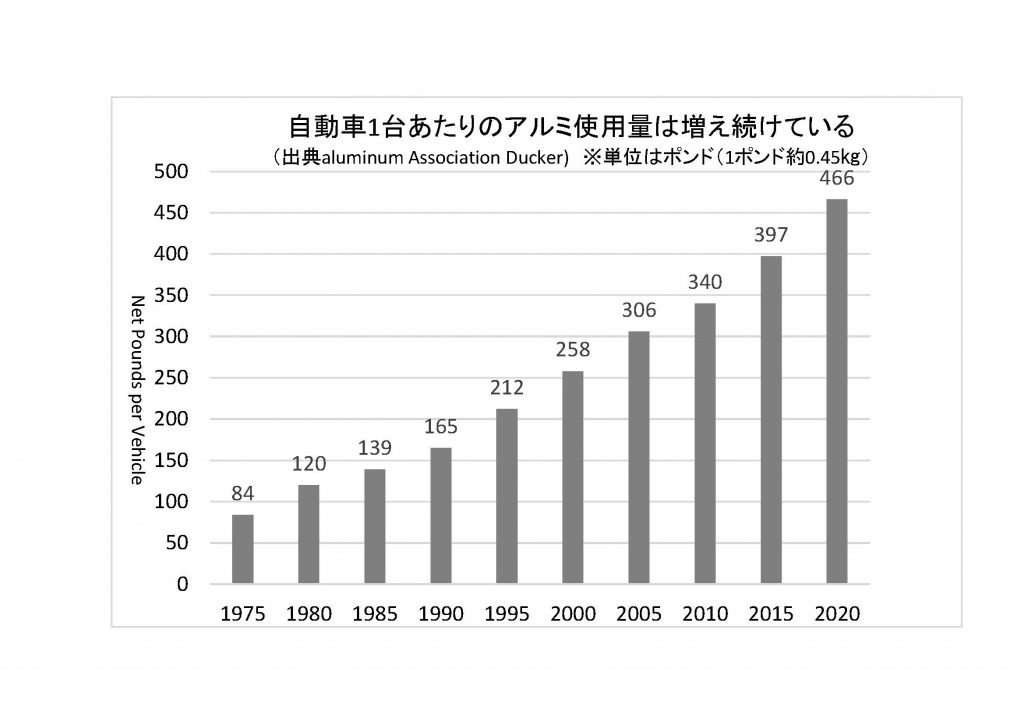
北米のアルミニウム協会などの調査によると、自動車の1台当たりのアルミ使用量は軽量化のために増えていくという。プレスや押し出しもあり、アルミ=ダイカストと限らないが、アルミの動向はダイカスト型にとって影響は少なくない。で…
課題多き働き方改革 働き方改革関連法案の施行から4年。金型業界でも労働時間短縮や生産性の向上など、働き方改革は進んでいるのか。現状を調べるため、本紙ではアンケートを実施した。調査からは、改革には前向きに取り組んでいるもの…
トピックス
関連サイト


