



自動車のボデー部品や排気系部品など手掛けるフタバ産業は1470MPa超ハイテン材の冷間プレス部品の量産を確立、今年1月に発売した新型プリウスに採用された。先代プリウスはホットスタンプを用いた部品を採用していたが、冷間プレ…
【鍛造金型特集】
日本鍛造協会 八木議廣会長に聞く
熱間鍛造の動向
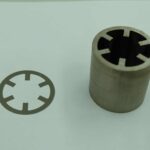
鍛造は大きく熱間と冷間に分かれるが、重量ベースでは圧倒的に熱間が多い。成形品が比較的大きいことも理由の一つだ。一方で、金型はコストや納期の問題から圧倒的に内製率が高いという。自らも熱間鍛造部品を手掛ける、日本鍛造協会の八木議廣会長(八木工業社長)に熱間部品や熱間鍛造型の動向などを聞いた。

八木会長
「当社は4割が内製で6割が外注だが、業界全体では9割が内製ではないか。基本内製という考えが主流だ」。
ーその理由は。
「熱間鍛造は素材をつぶす、成形、バリを取るなど複数の工程に分かれるが、成形工程の金型は、1回でダメになることもあり、納期面で外注では間に合わない。また、成形条件の設定が複雑で、金型にノウハウが詰め込まれており、競争力の面からも外には出せない。消耗品として金型を費用計上できるなど、コストメリットもある」。
ー日本の鍛造部品メーカーの競争力はどうか。
「納期やコスト、精度いずれでも競争力はあると思う。海外では自動車メーカーが鍛造を内製していないので、鍛造部品メーカーの力も強い。このため、価格は高い傾向にあり、特にコスト競争力は高い。そうした海外の需要を取り込むことが課題だ」。
ーそのほか課題は。
「熱や潤滑などのパラメータが多く、1200℃に熱した材料でも、成形条件は打つたびに代わる。そうした状況を安定させ、再現性を高めることも課題だろう。材料や電気代が高くなっているなか、安くつくることも重要になっている。二つの部品を一つにするなど一体成形したいという声は増えているほか、最近では一貫加工の要望も増えている」。
ー一貫加工とは。
「成形だけでなく、穴あけ、熱処理なども後工程も行うことだ。ユーザーも発注しやすく、管理しやすいからだ」。
ー市場の見通しは。
「熱間鍛造では約75%が自動車関連で、なかでも、足回り、クランクシャフトやコンロッドなどエンジン関連、トランスミッションなどの部品が多い。足元では、海外の自動車メーカーが日本国内の部品メーカーへの発注量が増えていて、忙しい。17年は05年以来の240万tを超えた。この水準は18年も続く」。
ーエンジンやミッションとなるとEV化への対応も必要ですね。
「長期的には部品点数の減少により、厳しくなり統廃合は必要になるかもしれない。とはいえ、そこは個々の企業で対応していくしかない」。
【関連記事:【鍛造金型特集】鍛造型、好調を持続 その背景や今後は】
金型新聞 平成30年(2018年)3月10日号
関連記事

特殊な型内積層技術を開発 電動車を始め次世代車で採用が増えるモータ。脱炭素の観点からも、その効率化は欠かせない。その一つとして注目を集めるのが、磁気特性の高いアモルファス箔を採用したモータコア。金型からプレスまで一貫して…

プログラム作成やワーク搬送 人手不足への対策だけでなく、品質向上の観点からも自動化ニーズは高まっており、それに対応する技術は進化している。また、プログラム作成やワークの搬送など自動化の領域が多様化している。 金型づくりで…
PART1:金型メーカーアンケート「次世代に必要な匠の技は?」PART2:「自動化の匠」 アイジーエヴァースPART3:「5軸加工の匠」 エフアンドエムPART4:「金属3Dプリンタの匠」 三光合成PART5:「現代の名…

4月19〜22日、東京ビッグサイト青海展示棟で開催された国内最大の金型加工技術展「インターモールド2019」。注目を集めたのは、自動化や3Dプリンティング、IoTやAIなどより進化した次世代の技術だ。かつては夢物語だっ…
トピックス
関連サイト


