



稼働止めない機能や技能支援 人工知能(AI)を活用したさまざまな機能やサービスが登場している。AIの進化に加え、センシング技術の高度化で、従来把握できなかったデータが収集できるようになり、AIに読み込ませるデータ量が増え…
抜き加工のカス上がり防ぐ〜ハルツ〜
独自のボタンダイ開発
プレス金型メーカーのハルツ(横浜市金沢区、045-783-8601)はこのほど、抜き加工のカス上がりを防ぐボタンダイを開発した。ダイの内径にボールプランジャーや凸材を埋め込み、抜きカスが上がるのを抑える仕組み。カス上がり対策に課題を抱えるプレスメーカーや金型メーカーからの需要を見込む。
「ボールプランジャータイプ」と「凸タイプ」の2種類。ボールプランジャータイプはばねを内蔵し、力が加わると内部に沈み込む。一方、凸タイプは焼入れ材などを埋め込み、クリアランス内で突出させた。両タイプともダイからパンチを抜くときに抜きカスが引っかかり、カス上がりを防ぐ。
これまでカス上がりは、ダイを逆テーパー形状に加工したり、エアで吸引したりと様々な対策が取られてきた。同社が開発したボタンダイは、簡単に交換でき、導入も容易で、メンテナンス性にも優れる。
今後は製品化に向けてコイル材を使用し、量産を想定したテストを行う。近藤大輔社長は、「カス上がりを課題としている企業は多く、一定の需要があるとみている。動画やCGなどの販促ツールを作成しPRしていきたい」としている。
金型新聞 2020年10月2日
関連記事


繊維スリング+アイボルト 金型をクレーンで吊り上げるときフックやシャックルが接触して金型を傷つける—。そんな課題を解消するのが、ルッドリフティングジャパン(大阪市西区、06-6536-8817)が販売する独・ルッド社の吊…
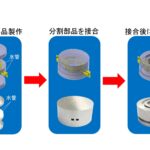
ダイカストやプラスチック金型で金属3Dプリンタが採用されるケースが出始めてきた。造形条件の確立、レーザーの進化による高速造形など作業性の改善が背景にある。マルエージング鋼やSKD61相当材など金型に適した粉末材料が登場し…

3D積層部品の後加工 津田駒工業(石川県野々市市、076・294・5111)は、3D積層造形部品の仕上げ加工や試作部品の加工向けとして開発した小型加工機「MDP‐0002」を発売した。 主軸は毎分最高3万回転。加工できる…
道工技センターと共同研究 パンチ工業(東京都品川区、03-6893-8007)が、金型用粉末合金の開発に取り組み始めた。今年6月、北海道立工業技術センター(道工技センター、北海道函館市)と共同研究契約を締結。同センター…
トピックス
関連サイト


