



8枚刃エンドミル MOLDINO(東京都墨田区、03-6890-5101)はこのほど、立壁/底面仕上げ用 8枚刃エンドミル「ER(S)8WB‐ATH」を発売した。金型の立壁・底面仕上げ加工の修正を削減し、加工の省人化を実…
【金型テクノラボ】ゴーショー 5軸ミリング+研削による金型の高精度加工
日本に比べて欧州ではかねてから、金型加工用の設備に3軸加工機よりも5軸加工機を導入するケースが目立つ。5軸機を活用するメリットは何か、どのような加工に適用でき、どんな効果が表れるのか。今回の金型テクノラボは、5軸機によるミリングとグラインディングの複合加工の魅力を解説する。

3軸機はワーク着脱に労力
3軸機でワークをミリング加工した後ワークを掴み変え、別方向からミリング加工することは日常的にある。掴み変えるデメリットとして、まずワーク脱着に伴う作業時間が挙げられる。重量が重い場合はサイズが大きければ脱着に要する時間と労力は多大になる。
2つ目にワークを掴み変えた後の芯出し作業が挙げられる。この作業では時間がかかるだけでなく、チャックでワークを掴み変えることで位置精度もロスする。さらに掴み変えのミスに気づかぬまま誤って加工してしまえば、既に完了した加工時間とコストが無駄になる。
神経をすり減らす作業を5軸機が代わりに
日本の金型業界には今なお「5軸機は難しそう」というイメージがある。だがワークの掴み変えがある製造工程では、上述の神経をすり減らす作業を5軸機の回転・傾斜軸が代わりに行う。さらにワークの微妙な設置角度を出すための治具も不要なのでコストメリットも生じる。
工具の周速得やすく、突出し短く剛性保つ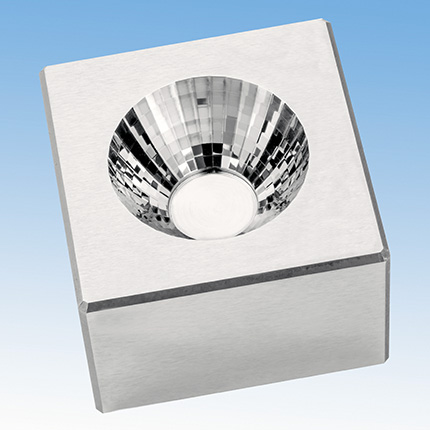
写真1.光学金型事例
加工精度±1µm、Ra =0.01µm
加工精度±1µm、Ra =0.01µm
5軸機であれば前出の問題は原則的に回避でき、ほかにも以後に挙げるメリットがある。
3軸機によりボールエンドミルで加工する場合、R先端は加工するのに十分な周速が得られない。これを回避するには高周波スピンドルで周速を得る方法もあるが、5軸の回転・傾斜軸でワークを傾けることにより工具のR側面で加工でき、十分な周速を得やすくなる。
また、高低差が大きいワークの場合、工具の突き出し量が長くなければ加工部位に届かないことがある。突き出し量が長いと工具の剛性が失われ、寸法・面性状の両方に悪影響が起こる。しかし5軸はワークを傾斜することで工具の突き出し長さを最短にし、十分に剛性を保ち寸法・面性状とも良好な結果を得やすい(写真1)。
ワンチャックでミリングとグラインディング
写真2.レダース社のハイスピード5軸
ミリング・グラインディングセンタ
ミリング・グラインディングセンタ
ドイツ・レダース社(Roeders)の5軸加工機「RXP」(写真2)は、こうした段取り替え時間の短縮や加工効率の向上を図れる5軸の特性に加え、グラインディングの機能も併せ持つ。
例えばプレス金型用パンチの加工では、ミリング加工後にジグ研削盤に掴み変えずに連続で加工でき、芯ずれの発生を回避できる。あるいはワークに形状を転写する上面部をミリング加工した後、そのまま輪郭形状をチョッピング加工し、ワークを傾斜させて全周を面取り加工し、芯ずれを回避し完了できる。
直行する3軸がボールスクリュー送り機構の場合、90度ごとにいずれかの軸移動方向が変わる円弧運動時の象限突起が発生する。しかし「RXP」は、リニアモーターを採用しているため、バックラッシを抑えることができる。
そのため穴の研削仕上げ加工に遊星運動を行うための治具ヘッドが必要ない。ミリングと同じスピンドルで輪郭形状のチョッピング研削と穴研削をできるため軸のずれが発生しない。
ギア加工にも有効
輪郭形状をワーク形状に転写する成形砥石を用いることで、サイクルタイムを短縮することもできる。例えばヘリカルギアの場合、フランクの形状に砥石を機上でドレス成形し、ギア歯が垂直になるよう回転・傾斜軸を用いる。それにより小ロットのギア加工でも特別な加工機や工具を必要とせず生産が可能である。
ミリングマシンとジグ研削盤が1台で賄えるとなれば設置面積は1台分でよく、メンテナンスも1台分で済み、その作業時間にメリットが出る。
加工後に機上で計測
「RXP」はタッチプローブをATCで交換する。タッチプローブ(レニショー社製OMP400)は単一方向の繰り返し精度が0.25μm(2σ値)で機上での繰り返し精度は0.5μm。3次元測定機と比べて遜色ないレベルであり金型の高速・高精度加工、コストダウンに寄与する。
執筆者
株式会社ゴーショー
営業部 課長 中村 文治氏 (Nakamura Fumiharu)
東京都豊島区池袋4‐33‐3
TEL:03-5911-6333
記者の目
金型メーカーの多くが生産効率改善や人手不足などの課題に直面する。工程を減らし生産性も向上する5軸加工は、それらの課題を解決へと導くひとつの技術。最近は操作しやすい加工機やCAMが登場し、導入の難度は低くなりつつある。いかに5軸のメリットを生かすかがカギとなりそうだ。(中)
金型新聞 2020年12月10日
関連記事


自動車部品などにおいて、亜鉛めっき高張力鋼板(ハイテン材)と樹脂を直接接合する技術がひとつの大きな課題となっている。本稿では、亜鉛めっきハイテン材を熱水に浸漬するだけで、めっき層表層に微細なナノ構造を創製し、インサート成…

高い鏡面性を実現 熱処理から表面処理まで独自技術を持つリヒト精光(京都市南区、075-692-1122)はインターモールド2022大阪でエジソンハード処理(新ガス窒化処理法)の新技術を披露した。成形時のキズや摩耗の激しい…
2色成形は製品の高機能化や工数削減などのメリットが得られる一方、成形品質への不安や設備負担から導入をためらう企業は少なくない。キヤノンモールドでは、専用成形機を用いずに、汎用成形機による2色成形が可能な型内組立技術と小型…

電子回路を組み込んだフィルム基板やICカードなどの精密打ち抜きで、大きな課題となるのが板材の位置決め。しかしプレス加工を手掛けるサンコー技研は、金型に内蔵したカメラとロボットにより±5μmの精度で位置決めしてプレス加工す…
トピックス
関連サイト


