



除膜・再コートが繰り返し可能 日本コーティングセンター(神奈川県座間市、046・266・5800)は、自動車部品メーカーのデンソー(愛知県刈谷市)と共同で、切削工具などの超硬製品の寿命を向上するPVDコーティング技術「D…
汎用成形機で2色成形可能な金型と射出ユニット キヤノンモールド【金型テクノラボ】
2色成形は製品の高機能化や工数削減などのメリットが得られる一方、成形品質への不安や設備負担から導入をためらう企業は少なくない。キヤノンモールドでは、専用成形機を用いずに、汎用成形機による2色成形が可能な型内組立技術と小型射出ユニットを開発した。本稿では、その狙いと開発のポイントを解説する。
はじめに
2色成形は製品の高機能化と組立工数削減を同時に達成できる魅力的な技術。しかし、2色成形専用機導入の敷居の高さと成形性に課題があり、導入に躊躇(ちゅうしょ)する会社も多い。そこで2色成形導入のハードルを下げるために、汎用成形機にサブ射出ユニットを後付けする方式の2色成形方式を開発した。
2色成形の難しさ
2色成形専用機導入の敷居の高さとして、大きな設備投資、設置場所確保、投資に見合う稼働率確保が挙げられる。成形性の課題では、2材目が少ない場合の充填コントロールの難しさがある。
特に①スクリュー径の太さに対してストロークが短すぎる②滞留時間が長くなり樹脂が物性低下しやすい③1材目がプラスチックの部分に樹脂を流すので、オーバーパックするとバリが出やすくなるなどがある。
コスト抑えた独自機構の2色成形法とその構造
これらの問題点を解消するため、金型自体にロータリー機構を設け、2材目の射出部分をサブ射出ユニットとして金型に直付けし、既存の汎用成形機を用いる2色成形システムを開発した。イニシャルコストを抑え、成形性の課題もクリアすることができる。
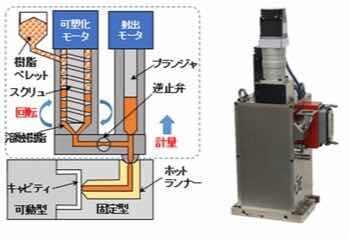
サブ射出ユニットは市販されているが、特殊な金型や、成形機と金型とサブ射出ユニットの連動制御が必要になるため、サブ射出ユニットも自社で開発した。(図1)。50トン成形機に設置できる射出容量4.5cc最大射出圧80MPaのプリ・プランジャ式サブ射出ユニットとした(長さ580mm、質量30kg、プランジャ径9mm、ストローク70mm)。
プリ・プランジャ式は可塑化スクリューと射出プランジャが独立しているため、プランジャ径を細くできる。そこに電動駆動を組み合わせることで、射出量が安定し、2色成形時に1次成形品に与える応力を抑制できる。
また、インラインスクリュ方式に比べ長さが抑えられるため、金型への設置時にオートハンド、ベルトコンベアなどの周辺機器との干渉を避けることができる。
2材目はエラストマを想定
その他の特長として、エラストマを2次樹脂のメインと想定した。そのため、最大射出圧を低めに抑え機構部品を小型化したり、ノズルタッチを固定式とし機構を簡略化したりした。また、電動駆動方式は油圧方式と比べランニングコストを抑制できる。
射出容量と最大射出圧はトレードオフの関係になるが、プランジャ径の変更で2cc~10ccまでを想定しニーズに対応。こうした技術は元々、自動組立機のラインでエラストマを注入する装置をキヤノングループのFA部門が内製しており、それをベースに開発した。制御についてもFA部門と連携することでシステム立上げまでサポートできる体制を構築した。
多品種少量向けシステム
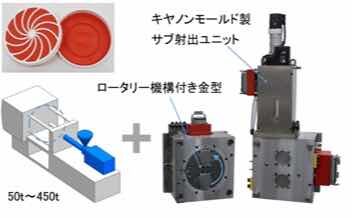
図2にロータリー金型とサブ射出ユニットの組み合わせ事例(75t成形機取付可能サイズ)を紹介する。固定側天側にサブ射出ユニットを設置、可動側にロータリー機構を内蔵し、1次成形品を移動させる。ロータリー機構の駆動は、金型サイズに応じてエアシリンダとサーボモータを使い分ける。
2色成形専用機に比べ、製品をレイアウトできる平面サイズが小さくなるため大量生産には向かないが、多品種少量生産に適している。また、現有の単色成形用成形機で生産できるため、今後2色成形に取り組んでみたいメーカにとって2色成形のハードルを下げることができると考えている。
3色成形にも展開可能
現在は開発機の位置付けだが、あらゆる業種の金型に適用すべく展示会への出展や営業活動を展開している。また、大型の成形機に2台取り付ければ3色成形も可能になるなど、用途の拡大も進めている。この機構を工夫した金型と組み合わせて新しい価値の創出を提案していきたい。
キヤノンモールド
- 執筆者:赤塚 広樹氏
- 住所:茨城県稲敷郡阿見町大字吉原3577
- 電話番号:029・889・1110
記者の目
2色成形は広く知られてはいるものの、コストや品質面から、導入するのは簡単ではない。今回開発した技術を活用すれば、そのユーザーの高いハードルを下げることが可能だ。一方、金型メーカー側としては、付加価値提案が可能になる。3色への応用なども含め、今後の展開にも期待したい(山)。
金型新聞 2023年7月10日
関連記事


Aブランド高硬度鋼用超硬ボールエンドミルシリーズ 現場の課題 金型加工で特に増えている高硬度材の加工を高効率化したい。 提案・効果 Aブランド新製品の高硬度鋼用超硬ボールエンドミル高能率型4刃「AE-BM-H」と高精…

金型の内部を見える化 プラスチックやダイカストなど金型を手掛ける中日金型(愛知県春日井市、0568・27・6388)は従来、見えない金型の内部構造を見える化し、体験学習を可能にした教育ツール『マナガタ』を発売。アクリル材…

ワイヤ回転機構を搭載 ソディックは、世界で初めてワイヤ回転機構を搭載したワイヤ放電加工機「ALアイグルーブエディション」を開発した。 ワイヤを回転させながら加工することで、高精度で高品位な面が得られる。段差加工を簡単…
造形エリア300×400㎜の金属3D モニタ機能も搭載 トルンプ(横浜市緑区、045・931・5710)はこのほど、造形エリアを拡大した金属3Dプリンタ「TruPrint3000」(写真)を発売した。最大造形エリアは直…
トピックス
関連サイト


