



マイクロボール工具で加工 レンズ金型を手掛けるワークス(福岡県遠賀町、093-291-1778)はガラス製両面マイクロレンズアレイ(MLA)の金型を開発した。独自の微細なナノ多結晶ダイヤモンド(NPD)工具による加工技術…
小林工業 工具のヘリカル形状をニアネット成形[金型テクノラボ]
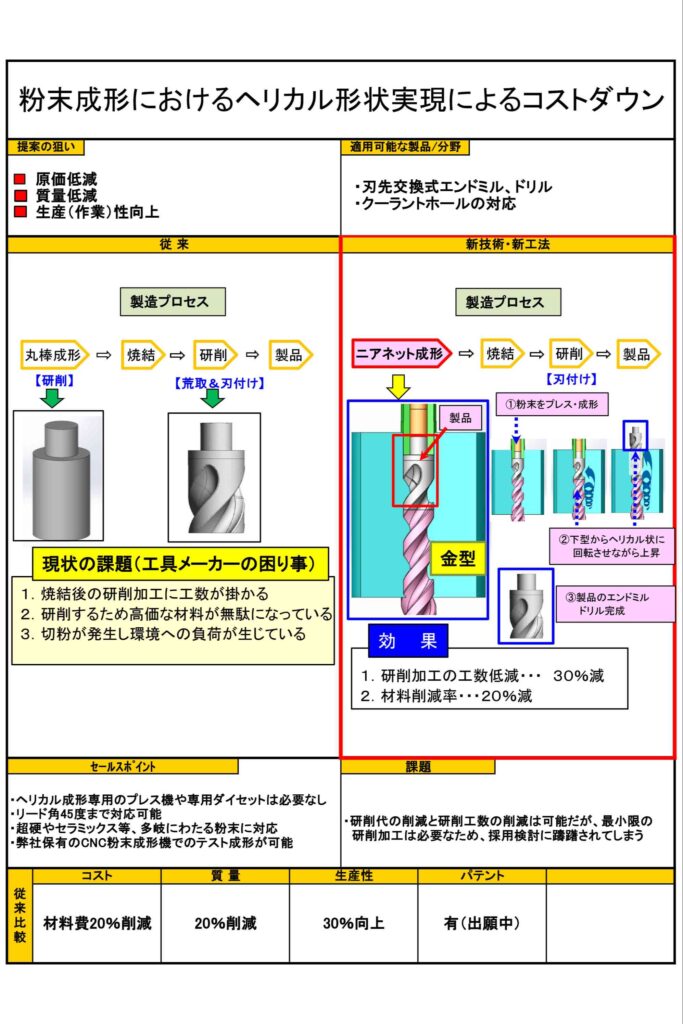
粉末冶金金型を手掛ける小林工業は、ヘリカル形状を回転機構を持たない成形機で粉末成形する技術を開発した。粉末を均一にするプレス技術と、回転しながら製品を取り出す独自の金型によって実現した。ニアネット成形することで超硬エンドミルなどの形状加工の効率化に役立てられるという。その技術の特長や開発における取り組みについて解説する。
上下のパンチでプレス、回転して製品取り出す
ヘリカル形状のダイに粉末を充填する。上下のパンチが粉末に圧力をかけて押し固める。粉末が固まると下パンチが回転しながら抜き出しする。成形されたのはヘリカル形状が転写された製品。これは当社が開発したヘリカル形状を従来プレスで成形できる金型だ。
ダイに充填した粉末は、高圧でプレスするため互いに結合し、約40%に圧縮される。例えばダイの深さ200㎜分の粉末をプレスすると長さ80㎜、深さ100㎜分の粉末をプレスすると長さ40㎜の製品が成形される。
エンドミルの溝の加工の工数と材料を削減

超硬ソリッドエンドミルの殆どは、超硬の丸棒を成形し、焼結した後、研削で粗加工、刃付けし完成する。加工工数が多いため、段取り替えや加工に時間がかかる。また除去加工するため廃棄する材料が無駄になり、環境にも優しいとはいえない。
しかしこの新たな金型による工法を用いれば、それらの課題を解決できる。エンドミルのヘリカル形状をニアネットシェイプ化することで、丸棒の成形や研削による溝の加工にかかる工数を約30%、廃棄する材料を約20%削減できる。
従来、ヘリカル形状を粉末成形するには専用の成形機が必要となる。しかしこの工法に用いる金型は製品を取り出す回転機構を内蔵しているため専用機は必要ない。
培った技術生かし、粉末の密度を均一に
新工法の着想から開発(2022年3月には特許取得)までに約3年を要した。最も難しかったのが成形した製品の粉末の密度を均一にすることだった。
研究課題としていたのが、刃先交換式エンドミルのヘッド。ボス、ストレート、ヘリカルの複数の形状があるため単純にプレスしても密度が均一にならない。特に力の負荷が変化するストレートとヘリカルの境目にクラックが起こりやすい。
過去に例のない工法のため、参考にできるデータがない。しかし当社には長年の間に培った粉末成形金型と、自社で手掛ける電動サーボ成形機の技術がある。まさに手探りだったが、トライ&エラーを重ね、粉末の密度の均一化を実現した。
金型を分割して磨き
もう一つの大きな課題が磨きだった。粉末成形の金型は素材が超硬。ダイの形状は放電で加工する。そのため表面に微細な凹凸ができる。これが製品を取り出す際に、製品の表面を傷つけてしまう。
しかしその表面を磨こうとしてもダイは奥まったヘリカル形状のため手が届かない。そこで金型を分割した。この金型の分割は、当社が得意とするインサートチップの金型で確立した技術。粉末の直径は約20μm。そんな微細な粉末を成形してもバリを出さない技術を生かし、実現した。
エンドミル以外の分野にも
現在、対応可能なリード角は最大45度で、リード角の異なるエンドミルを成形するにはそれぞれの金型が必要など課題はある。しかしこの技術を用いれば、特に直径が太くシャンクの長い切削工具などで生産効率を大幅に高めることができる。ヘリカル形状であれば切削工具以外でも応用できる。今後は新たな分野にも展開していきたい。
小林工業
- 営業部 営業推進担当課長
- 宇津野 雅之氏
- 秋田県由利本荘市石脇字赤ハゲ1-372
- TEL:0184-24-6106
記者の目
超硬材料からエンドミルなどの切削工具を製作する場合、研削時間が長く、砥石の摩耗が激しい。ニアネット成形することで、工数削減に加え、カーボンニュートラルの観点からも効果を見込むことできる。今後、工具を製作する新しい手法として普及していくか注目だ(清)。
金型新聞 2022年7月1日
関連記事

ユニオンツールはこのほど、高硬度材加工用のロングネックボールエンドミル「HWLB」の販売を開始した。HRC60の高硬度材でも効率よく加工できる。 従来のHARDMAXコートに比べ、耐摩耗性の高いコーティング「HMWCOA…

松浦機械製作所は、ハイエンドのリニアモータ立形5軸制御マシニングセンタ(MC)「LF‐160」をモデルチェンジし発売した。主軸振動を大幅に低減したほか熱変位補正機能を拡充し、高速回転領域における加工精度を高めた。電子機器…

月定額+多彩なアプリで製造現場の合理化を支援 アルム(金沢市)が開発したNCプログラム自動生成AIソフトウエア「ARUMCODE1」など、製造工場で役立つアプリケーションを揃えたプラットフォームサービスが、7月からサブス…

レーザで熱処理や肉盛りも オークマは、高速・高精度・高面品位加工を実現する5面加工門形マシニングセンタ 「MCR‐S(Super)」(写真)を開発し注目を集めている。自動車用プレス金型加工において、高い形状精度と加工面品…
トピックス
関連サイト


