



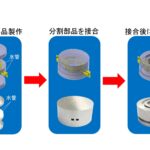
道工技センターと共同研究 パンチ工業(東京都品川区、03-6893-8007)が、金型用粉末合金の開発に取り組み始めた。今年6月、北海道立工業技術センター(道工技センター、北海道函館市)と共同研究契約を締結。同センター…
日立ハイテク 切削精度向上サービスの提供を開始
たわみ補正をデジタル化

日立ハイテク(東京都港区、03-3504-7111)は今年4月、「切削精度向上サービス」の提供を開始した。熟練者の経験で行っていた主軸のたわみ補正をデジタル技術で代替する。同サービスにより属人化からの脱却、品質の安定化につなげる。
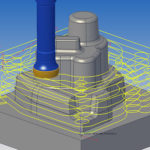
主軸の剛性値と工具の切削力を測定後、現状のNCデータや、素材形状などの情報をクラウドにアップする。クラウド上で、切削シミュレーションし、加工精度を高めた補正NCデータを出力。このデータは、主軸から工具のたわみに起因する誤差を相殺したパスにより、高精度な加工を実現する。
主軸とホルダから工具の突き出し部分を含めたたわみの補正を可能にした点が同サービスの強みだ。加工部位によって速度を変える「送り速度補正機能」と掛け合わせることで、加工精度を落とさずに加工時間の短縮も可能となる。
同社は加工誤差に影響を及ぼす要因として主軸の剛性に着目し、他社との差別化を図った。ビジネスインテグレーション本部の江藤昂平氏は、「主軸の剛性値を測定して、データ化するサービスは他にない」と話す。主軸の剛性に応じた補正NCデータの出力が可能となったことで、設備や人に依存しない安定した加工につながる。
運用するうえで初期投資の費用は主軸剛性測定が一台当たり約20万円+工具の切削力測定費(本数により個別見積)となる。クラウドサービスはサブスクリプションで利用でき、加工機契約台数、契約方法(月額もしくは年額)によって個別相談となる。
金型新聞 2022年8月10日
関連記事
高速・高精密積層加工を実現 ジェービーエムエンジニアリング(大阪府東大阪市、06-6744-7331)は積層専用CAM「ADDITIVE MASTER LUNA」に、新機能「リアルタイムプロセスコントール」を追加した…

テクノア(岐阜県岐阜市、03-5649-3211)は9月1日、定額サービスを採用したクラウド対応型生産管理システム「TECHS‐S NOA」を発売した。バーコードリーダーやハンディターミナルを利用し、リアルタイムで進捗状…
異形工具に対応 ヘキサゴングループ(スウェーデン)のヴェロソフトウェア(東京都港区、03-5777-2945)はこのほど、CAMシステム「WORKNC」の最新版を発売した。異形工具のツールパス計算サポートや仕上げ加工パ…
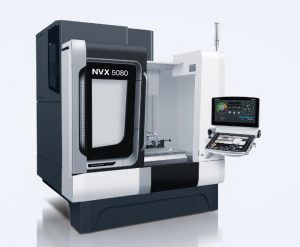
ロボシステムと組み合わせ可能 切削能力が従来の2倍 DMG森精機はこのほど、NVX5000シリーズの第2世代にあたる立形マシニングセンタ「NVX5000 2nd Generation」の販売をし好評を得ている。コラム・…
トピックス
関連サイト


