



多機能カッタシリーズ 三菱マテリアルはこのほど、高能率加工用多機能カッタ「VPX」シリーズに低抵抗インサート「Lブレーカ」を追加した。8材種48アイテムを加え、幅広い被削材の加工に対応する。 切れ味重視の設計により低…
GFマシニングソリューションズ AM技術を活用したタイヤ金型製造技術
自動車のタイヤはリブやサイプ(溝)などの形状パターンによって、性能が変化すると言われる。性能を向上させるために、より複雑なデザインのトレッド(表面)が増加する一方で、金型製造にかかるコストの削減、リードタイムの短縮が課題となっている。GFマシニングソリューションズ(以下GFMS)の付加製造(AM)技術を活用した工法は、こうした課題を解決できるという。その詳細を解説する。
製造コストの増加が課題

これまでタイヤ金型の製造は、切削加工や放電加工などによって行われてきた。しかし、リブやサイプ、ブロック(塊)などトレッドのデザインが複雑化するにつれ、切削加工では不可能な形状だったり、膨大な数の電極が必要になったり、製造にかかるコストやリードタイムが増加。デザインを実現するのが難しくなっていた。
その代表的な例の一つが295/75 R22.5の小型トラック用タイヤだ。この金型は通常、9つのセグメント(各セグメント寸法320mm×160mm×80mm)で構成されている。セグメント内のリブ部材は幅0.4mmと狭く、根元は半径0.9mm、加えてタイヤ表面に対し10度の角度で傾斜しているため、各リブとシリンダーを一致した角度で加工する必要がある。その製造には複雑かつ高度な加工技術が求められる。
従来の工法では金型全体で7680個以上の小さなキャビティを細長い工具で加工しなければならず、これらに切削加工だけでも400時間を要していた。また、放電加工ではセグメントごとに128個以上、金型全体で2500個以上の電極が必要となり、放電時間は1280時間以上。さらに、その電極製作と加工後の測定にも時間がかかっていた。加えて、走行時の騒音や転がり抵抗を抑えるために、金型全体の誤差は0.1㎜以下に抑えなければならなかった。
AM融合したハイブリッド工法

これに対し、GFMSは切削加工や放電加工といった従来の加工技術にAM技術を組み合わせたハイブリッド工法を開発。この工法によって、高度かつ複雑なトレッドデザインの実現が可能になるだけでなく、これまでの課題だった製造コストと時間を大幅に削減することもできるようになった。
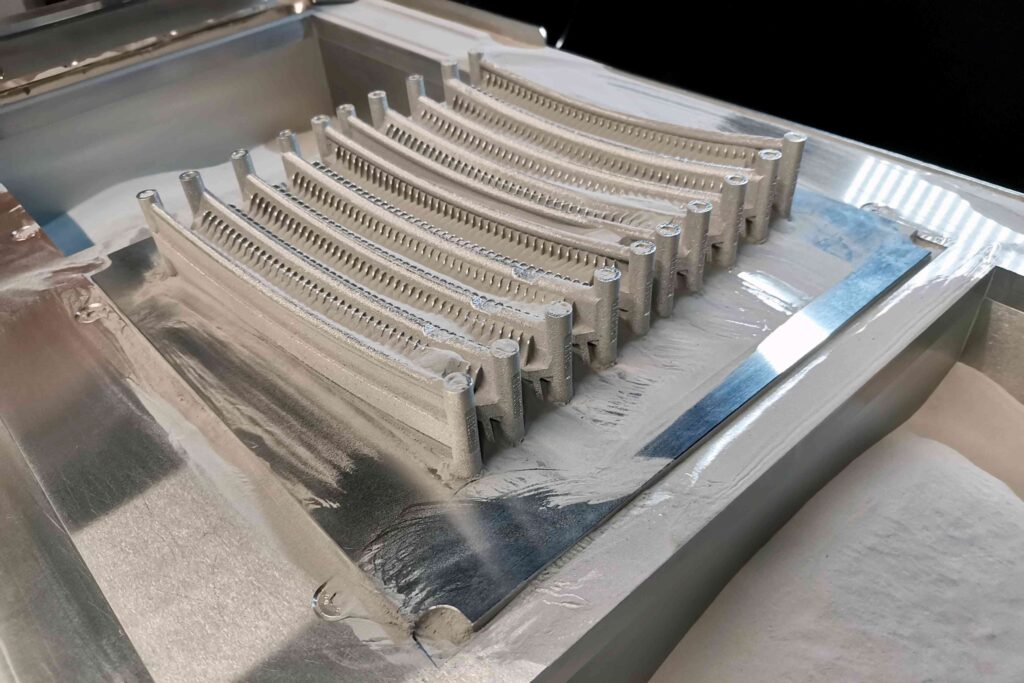
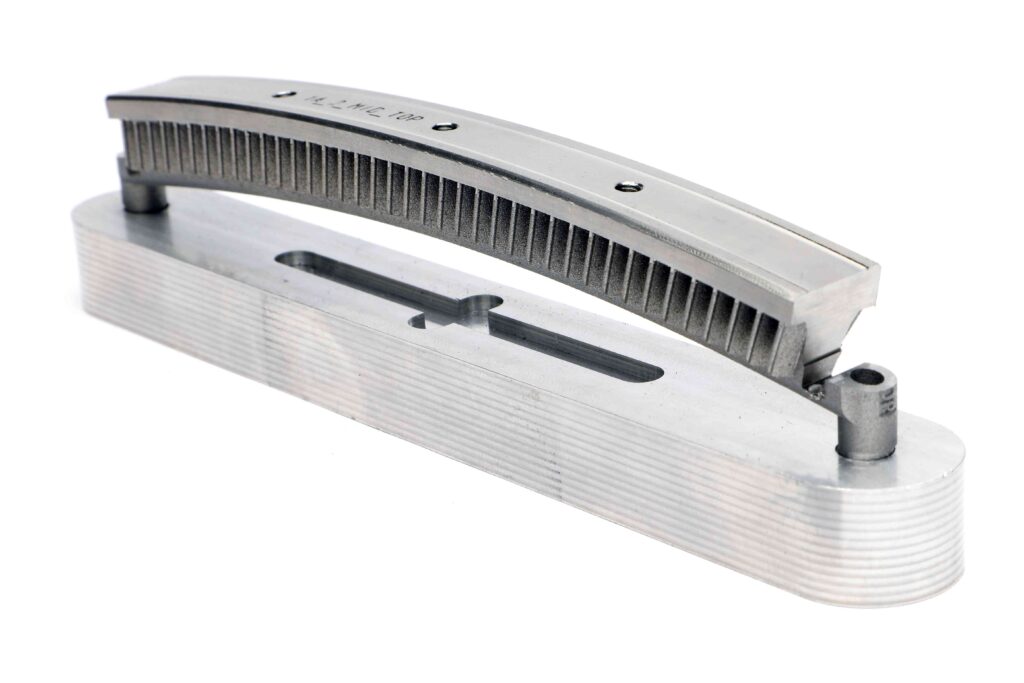
このハイブリッド工法では、まず5軸マシニングセンタ(MC)「MILL P 500U」(GFMS製)を使用し、金型のベースとなる部分(AMで造形したリブ・サイプ部分を挿入するための溝など)を加工する。リブ・サイプ部分(以下インサート)は金属AM製造システム「DMP Flex 350」(GFMS製)で造形。材料にはマルエージング鋼相当の金属パウダーを使用する。
インサートの端部には、M6の取り付け穴を設けたクランプシリンダも合わせて造形。これは造形後の切削工程で正確に段取りを行うために必要なもので、切削加工時に切り取られる。
造形したインサートは、ワイヤ放電加工機「CUT AM 500」(GFMS製)によってプレートと切り離され、3軸MC「MILL S 400」(GFMS製)に搬送。側面のはめ込みや下面の曲面を加工し、ベースに固定するためのM5ねじを加工する。その後、ベースにインサートを組み込み、セグメント全体にサンドブラストを施すことで、金型表面を均一化する。
6カ月を6週間に短縮
インサートの造形は1層当たり30~60μmで行い、325分ほどで完了する。また、ベース部分の加工は90分、プレートとの切り離しに使うワイヤ放電加工は22分、切削加工はインサート一個当たり12分ほどで仕上げる。
この一連の製造プロセスによって、従来工法で6カ月ほどかかっていた製造リードタイムを6週間ほどに短縮。また、製造コストに加え、加工の消費エネルギーも60%以上削減することができる。
コストとエネルギー削減に寄与
新しいパワートレーンから最大限のメリットを得るためには、タイヤ製造を含む様々な面で新しい考え方や加工が必要となる。AMと機械加工を組み合わせたGFMSの革新的なハイブリッド製造プロセスもその一つ。トレッドデザインの制限をなくし、リードタイムの短縮と材料除去の必要性を減らすことによって、製造コストとエネルギー消費の削減につなげることができる。
GFマシニングソリューションズ
- ビジネス開発部 M事業部長 小林 貞人氏
- 東京都品川区東品川4-13-14グラスキューブ品川11F
- TEL:03-5769-5010
記者の目
AM技術を実用化するために最も考慮すべきは製造コストだ。いくら従来工法で不可能な形状を作り出すことができたとしても、採算が合わなければ意味がない。AM技術をどう取り入れるか。そのアイデアが金型づくりをさらに進化させる。
金型新聞 2022年3月10日
関連記事


造形ワークの大型化 近年盛り上がりを見せるAM(アディティブマニュファクチュアリング)。ここ数年のJIMTOFやインターモールドでもAMに特化した特設展が併催されるなど、国内外での注目度が高まっており、高精度な積層造形を…

負担解消、現場の生産性向上に プラスチック成形関係の機器販売などを手掛ける日本成型産業(千代田区内神田、03・5577・4137)は、この7月から「金型ロッカー」のサービスを開始した。長期間使用の予定がなく、廃棄できない…

リードタイム短縮・ 操作性や剛性を向上 OKK(兵庫県伊丹市、072-782-5121)は主力の立型マシニングセンタ「VMRシリーズ」をモデルチェンジした。モジュール(機械構成要素)として生産できるように設計レベルから見…

加工現場のあらゆるデータを一元管理 CAD/CAMなどを手掛けるゴードーソリューション(浜松市中央区)は加工現場向けデータ管理ソフト「NAZCA5 EDM Lite」の後継機種である新製品「NAZCA5 GEMBACO(…
トピックス
関連サイト


