


金型や製品を小型・長寿命化 ボルト、ナットの課題解決を提案するねじ商社の由良産商(大阪市西区、06-6532-1331)はプレス金型などの高強度ニーズに応え、強度クラス14.9の「超強度14.9六角穴付ボルト」を開発、販…
大昭和精機 回転中工具の高精度測定・補正
機械加工の課題の一つに機内工具測定が挙げられる。特に精密加工分野においては、工具の摩耗状態や刃先の動的振れ量を精確に測定する必要がある。本稿では、撮像式機内工具測定器「Dyna ZERO Vision」の機能説明のほか、振れ調整可能なホルダを組み合わせた動的振れ調整システム「Dyna ZERO SYSTEM」について紹介する。
はじめに
昨今のマシニングセンタは目覚しい進化を遂げている。主軸高速化により最高回転数60,000min-1以上の機械も登場した。機械主軸は従来と比較して振動や動的振れの面で格段に進化しているが、それでもなお高速回転になればアンバランスの影響により動的振れは悪化する。〔図1〕
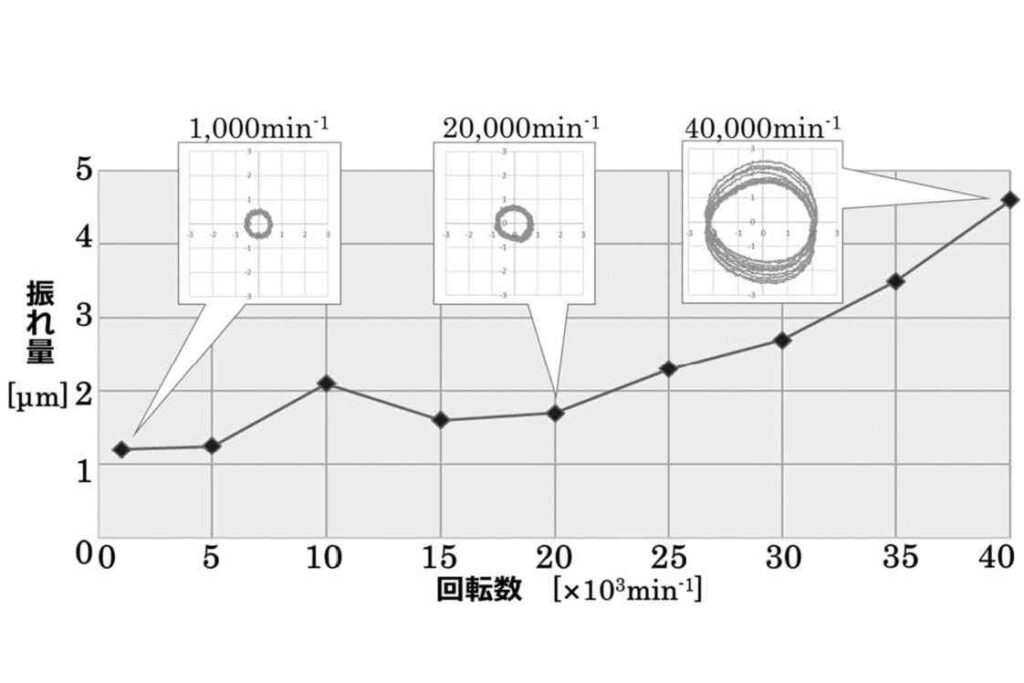
実際の加工では、機械主軸、ツールホルダおよび、切削工具のアンバランスや静的振れが複合的に作用して刃先の動的振れとなるため、高速回転領域における振れ量の増加は更に顕著になると推測される。
しかし、主軸高速回転中での動的振れ量の測定は難しく、高精度に測定できる機内工具測定器が今までは存在していなかった。
Dyna ZERO Vision の開発
この課題を解決するために開発したのが撮像式機内工具測定器「Dyna ZERO Vision」である。測定器はマシニングセンタ機内のテーブルの上に設置し、画像処理により工具長、工具径、動的振れ、R輪郭形状(プロファイル)を測定する。また、CNCと連動することで自動測定が可能となる。
ストロボ効果を利用した測定技術
高速回転中の工具刃先を精確に測定するため、筆者が注目したのが「ストロボ効果」である。これは、回転している自動車のホイールが止まって見えたり、逆回転に見えたりする視覚現象として知られている。
次に、ストロボ効果を利用した測定方法について説明する。機械側から主軸の1回転信号を取得し、それをトリガとして撮像を開始する。回転周期に対してカメラの撮像タイミングを制御することで回転工具を円周角度で1度毎に撮影可能となる。この測定技術により、360度分の工具刃先画像を撮影することができ、多刃工具でも1刃毎に検出可能となった。
実現した測定機能
この測定技術により、新たに二つの測定機能が実現した。
①各刃プロファイル測定
高速回転中の各刃のR輪郭形状を測定する。加工前に予め輪郭形状を測定しておくことで、加工後に摩耗量の測定も可能となる。測定結果画面から最大摩耗量と摩耗角度を確認でき、摩耗進行具合による工具寿命判定にも活用できる。
②刃振れ測定
高速回転中の刃先動的振れ量を測定する。具体的には、回転方向の各刃のピーク点を検出し、それらの最大値と最小値の差を振れ量としている。測定結果は数値とグラフで表示され、刃先欠損検知にも活用できる。
動的振れ調整システム「Dyna ZERO SYSTEM」
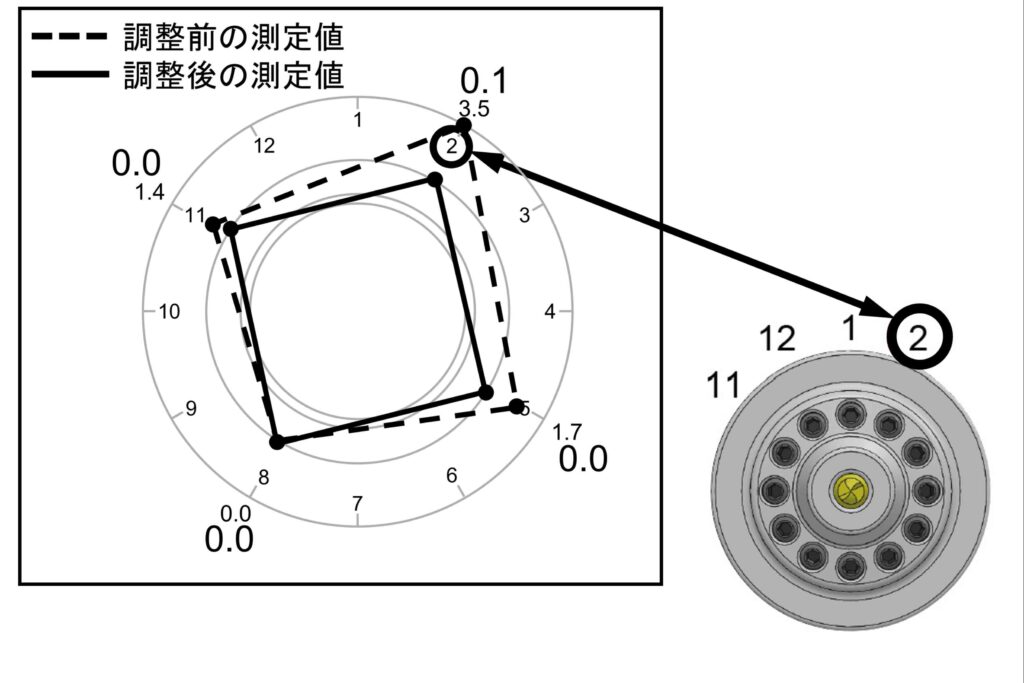
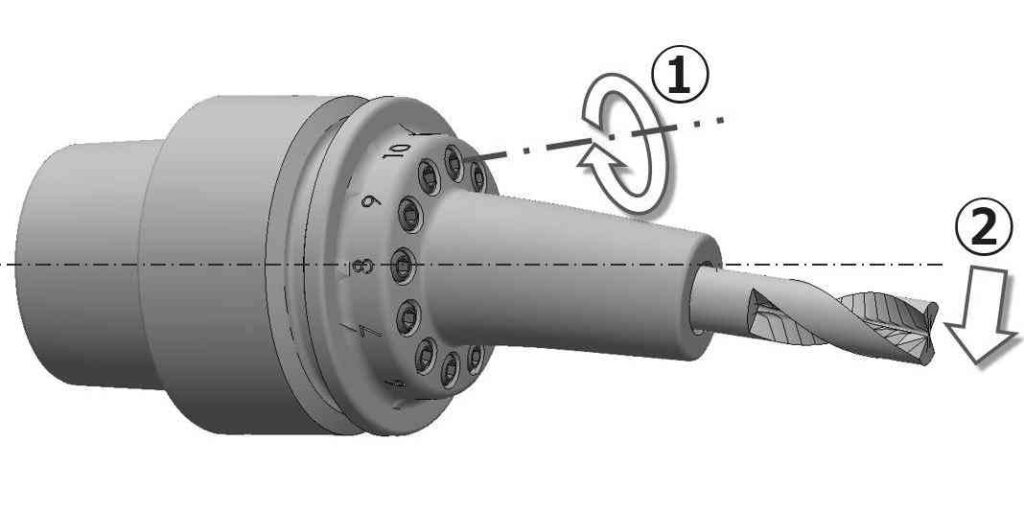
弊社製振れ調整ホルダ「Dyna ZERO Chuck」で工具を把持した状態で刃振れ測定を行う。測定結果画面の番号とホルダに刻印された番号が対応しており、振れ量と振れている刃の方向を測定できる。ホルダの外周部には振れ調整用ネジが埋め込まれており、ネジ締め付けによる反力でホルダを弾性変形させ、動的振れを修正する。
動的振れ調整の手順としては、①Dyna ZERO Visionで動的振れ量と振れ方向の測定、②主軸からホルダの取り外し、③測定結果画面上に指示された調整ネジ締め付けによる振れの修正、といった流れになる。具体例として、〔図2〕のように最大振れ量3.5μm、調整ネジ番号2番の結果が得られたとすると、2番の調整ネジを締め付けることで動的振れを3.5μmから0.1μmに修正できる。また、調整ネジを締め付ける際には専用トルクドライバでトルク管理を行うことで、定量的な調整作業ができる。工具突き出し量にもよるが、調整ネジを0.6N・mで締め付けると刃先振れ修正量は約2μmとなる。これらの振れ修正作業は、通常慣れれば5分程度で完了する。
このシステムにより、今までできなかった動的振れの定量管理が可能となる。
- 先端技術開発部部長 矢内 正隆氏
- 大阪府東大阪市西石切町3-3-39
- TEL:072-982-3265
金型新聞 2022年4月10日
関連記事


ユニオンツールは高硬度材向けやCBNエンドミルの小径サイズを大幅に拡充する。焼入れ鋼などを高効率に加工できる「HMGCOAT」のシリーズや、CBNのエンドミルの小径サイズを増やす。 高硬度材に加工に適した、新開発のコ…
JIMTOFで初披露 日本電産マシンツールは、パウダDED方式を採用した金属3Dプリンタ「LAMDAシリーズ」に中型機「LAMDA500」を追加、9月1日から販売を開始した。 最大造形サイズは、航空・宇宙、自動車、建設機…

機械化図れ、作業時間短縮 三共理化学(埼玉県桶川市、048-786-2118)はこのほど、ブラスト研磨装置向け特殊研磨材「Lappin(ラッピン)」に粗磨き用(粒度♯220~600)を追加した。これまで人手をかけていた粗…

工場見学会を開催 三井精機工業(埼玉県川島町、049-297-5555)は3月9~11日の3日間、本社工場で工場見学会を開いた。「高精度加工の自動化」をテーマに、機上計測を搭載したジグ研削盤や微細加工に特化した立形マシニ…
トピックス
関連サイト


