



廃棄部分の再利用も可能に 高機能フィルムの製造に適した押出成形金型「Tダイ」などの設計を手掛けるアクスモールディング。同社は、今年の3月にソディックの金属3Dプリンター「LPM325S」を導入。押出成形金型の設計の簡易化…
明星金属工業 上田幸司社長に聞く CO2削減に取り組む理由【特集:カーボンニュートラルに向けたはじめの一歩】
自動車のプレス金型を手掛ける明星金属工業は、工場のエア効率化や照明のLED化などにより16年間でCO2排出量を18・5%削減した。カーボンニュートラルへの取り組みを推進する上田幸司社長は「CO2削減に取り組むことで無駄なコスト削減につながった」という。その具体的な取り組みは、成果を出すためのカギは、取り組む理由は。上田社長に聞いた。

ムダ減らし、経営体質を強くする
取り組み始めたきっかけは。
取引する自動車メーカーの勧めもあり2005年に環境マネジメントシステムISO14000を取得したのがきっかけです。環境への影響をPDCAサイクルによって持続的に改善しなければならない。その一つとして06年から消費エネルギーの削減に取り組み始めたのです。
その取り組みは。
省エネのターゲットとしたのがまず工場の設備の動力源となるエアのムダ削減でした。というのも当社が用いるエネルギー(電気やガソリン、灯油など)のうち最も消費量が多いのが全体の86%を占める電気でした。そしてそのうち約40%がコンプレッサによるもの。そこで省エネの対象をエアに絞ったのです。
具体的な取り組みは。
そもそもなぜエアが約40%も占めているのか。工場をくまなくチェックしました。すると大型MC(10台)やプレス機(1800トンなど3台)、多数のグラインダなどにエアを供給するため張り巡らせた配管のあちこちからエア漏れの音が聞こえる。それが理由の一つと判り、エア漏れを全てチェックして保全。無駄なエア削減に効果が現れました。
そこからエアのムダ削減を徹底して追求しました。設備や工具を使えるギリギリの気圧に下げ、機械加工精度を高めてグラインダで金型を研削する作業時間を減らしました。さらには工場3棟それぞれの設備が要するエア量に最も合うコンプレッサを1台ずつ導入し過剰供給を抑えました。
取り組みの成果は。
その後、エアで得たPDCAサイクルのノウハウを照明やガソリンやそのほかのムダ削減に活かしました。その結果、06年から22年の16年間で年間のエネルギー消費量を18・5%削減できました。これはCO2排出量に換算すると580トンから473トンに減らすことができました。
成果を出すカギは。
まず自社の消費エネルギーの体質を分析すること。何を最も消費しているのか、何を最も削減できそうか。そして削減するターゲットを明確に定め、目標とそのロードマップをつくり、PDCAサイクルを回し続けることです。
そして二つ目は1時間あたりの消費量を測り続けることです。月や年の総使用量だと仕事量の多さで変動しますし、使用額だと値上げなどで上下します。1時間あたりの消費量で比較することで景気や価格変動に影響されない実質の省エネの成果を測れます。
ものづくり業界で広がる脱炭素。しかし中小企業ではまだまだ少ない。なぜ取り組むのか。
持続可能な社会のためですが、最大の目的は無駄なコスト削減による経営体質の強化。消費エネルギーを削減できれば、会社のCO2排出量も必ず減らせる。しかも脱炭素は社会的課題なので国の支援があり、社員や取引先にも理解されやすく、取り組みやすい。社会的課題というフォローの風に乗りながらコスト削減に取り組んでいるのです。
金型新聞 2023年9月10日
関連記事

EV化などによる金型需要の変化やAMをはじめとする新たな製造技術の登場など金型産業を取り巻く環境はこれまで以上に大きく変化している。金型メーカーには今後も事業を継続、成長させていくため未来を見据えた取り組みが求められてい…

金型以外にも視野 原点から新たな発見 日本金型工業会東部支部天青会の会長に今年5月、就任した。「原点に立ち返って、色々な視点から根本を見直せるような活動をしていく」と今年度のテーマに「原点回帰」を掲げる。 天青会に入…
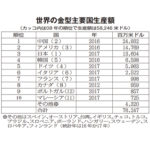
国際金型協会(ISTMA)の統計によると、2008年以降の10年近くで金型生産額は約3割増加した。新興国の経済発展に伴う消費財の需要増や、自動車の生産台数の増加などを背景に金型需要が拡大したからだ。ただ、かつて日本が金…

金型メーカーアンケート 次世代の匠に必要な技は? 熟練の金型職人が持つ「匠の技」を機械に行わせたり数値化したりする取り組みは広がり続けている。新技術が登場する中、「匠」に求められる能力に変化はあるのか。それを…
トピックス
関連サイト


