



ユニオンツールはこのほど、「4枚刃CBNハイグレードロングネックラジアスエンドミルCBN‐LRF4000」の販売を開始した。2枚刃でもサイズを増設するなど、CBNのエンドミルシリーズを拡充している。 「LRF4000」は…
砥石の曲げ振動音観測による研削加工の自動化【金型テクノラボ】
著者は研削加工中、研削砥石に曲げ振動が生じていることを発見した。この振動から生じる微小な音(本研究では曲げ振動音と呼ぶ)をマイクロフォンにより測定することで加工状態の良否を識別できる技術を開発。その結果、ドレッシングインターバルの判別が可能なことを明らかにした。
研削砥石の曲げ振動音で研削現象を識別
研削砥石の自由振動には、曲げ振動、ねじり振動、上下左右の振動など多くの形態が考えられる。これらの振動のうち、曲げ振動の固有振動数は研削砥石およびフランジの形状と材質で決まる。また、一般的に振動音の音圧レベルは加振方向や場所に依存するものの、振動体の中で最も広い面積を有する面から生じるものが大きくなる。
そのため、研削砥石の場合、側面から生じる音圧レベルが高く、最も抽出しやすいと考えられる。本研究では研削現象の識別信号として、研削砥石の曲げ振動音を用いることにした。
法線研削抵抗と同等の識別が可能
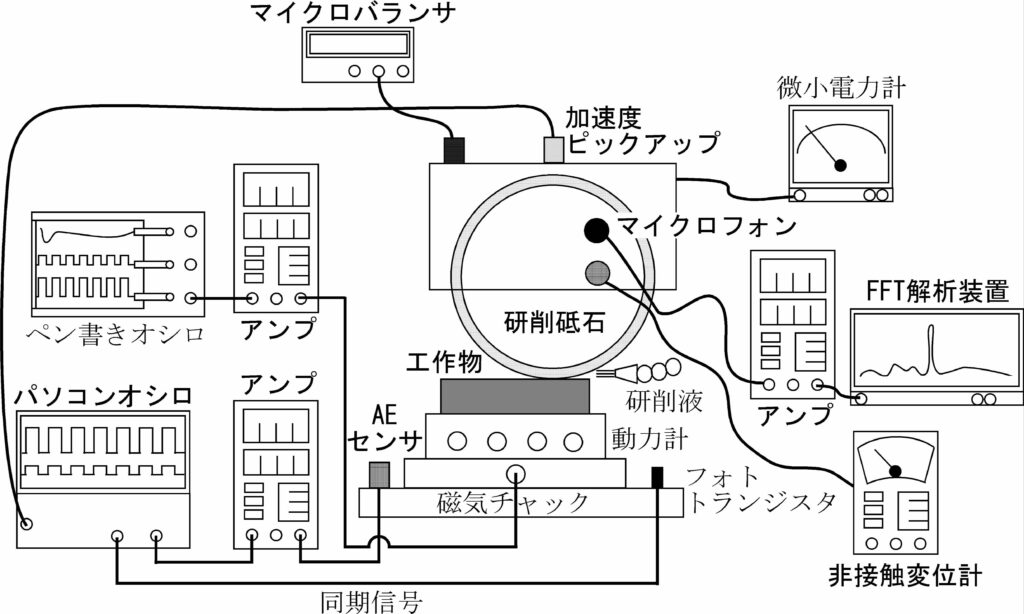
研削盤主軸頭に加速度ピックアップ、主軸モータに微小電力計、テーブルに動力計を取り付け、研削加工中にこれらから得られる信号と曲げ振動音を同期して測定した(図1)。本実験は両端切込みのプランジカット研削で行った(表1)。

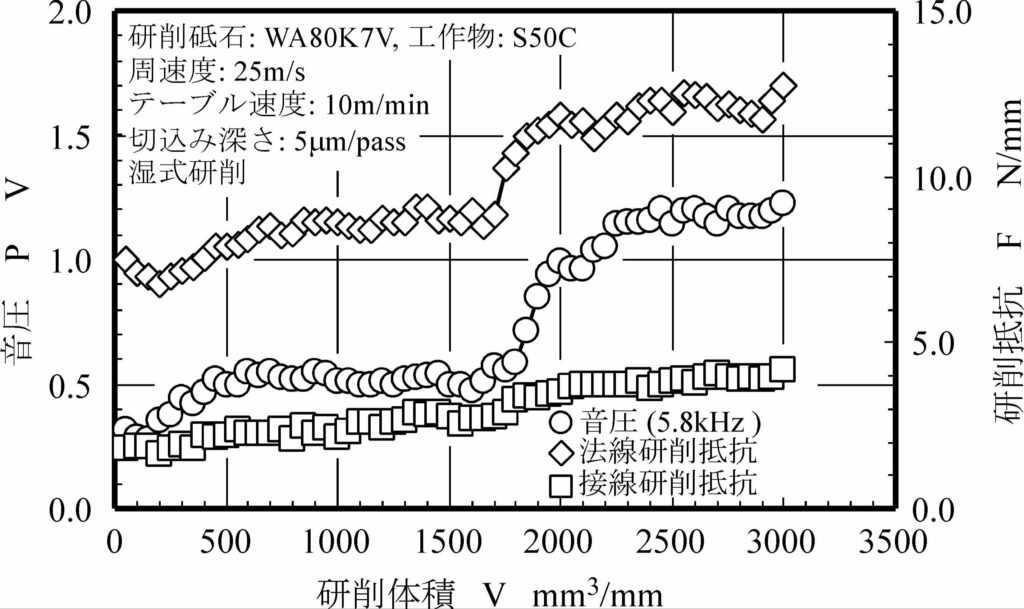
研削量が多くなると、曲げ振動音、法線研削抵抗、接線研削抵抗ともに高くなる傾向が分かった。また、総研削量が1700μmを超えると、曲げ振動音と法線研削抵抗は急激に高くなり、曲げ振動音と法線研削抵抗が良い対応を示すことが確認できた(図2)。
この結果から湿式研削環境下でも、マイクロフォンで曲げ振動音を測定できることが判明。研削砥石から生じる曲げ振動音は、法線研削抵抗と同等に加工現象を認知できることが明らかになった。
ドレッシングインターバルを判定
曲げ振動音の観測による研削作業の自動化を行うには、ドレッシングインターバルを判定する曲げ振動音の音圧レベルのしきい値を設定することが重要になる。曲げ振動音の音圧レベルは法線研削抵抗を測定置換するものであり、研削条件をはじめ、研削盤主軸の剛性、研削砥石の剛性、工作物の材質によって変わる。
本研究では研削加工中の音圧レベルを逐次比較し、音圧レベルの上昇割合が一定以上高くなったとき、または、研削加工の定常状態時の音圧レベルから一定以上大きくなったときをドレッシングインターバルのしきい値と定める方法を検討している。
研削砥石と工作物の接地検知
研削加工の自動化を行うには、研削加工開始点の設定(研削砥石と工作物の接触検知)も必要となる。そこで、曲げ振動音観測によって研削砥石と工作物の接触検知ができるか否かの実験を行った。切込み深さ1μmで研削砥石を工作物に接触させたときの曲げ振動音を周波数解析した結果、研削砥石とフランジの仕様に起因する特定周波数3.7kHz、5.8kHz、8.5kHzにおいて音圧レベルが明確に高くなることが分かった(図3)。
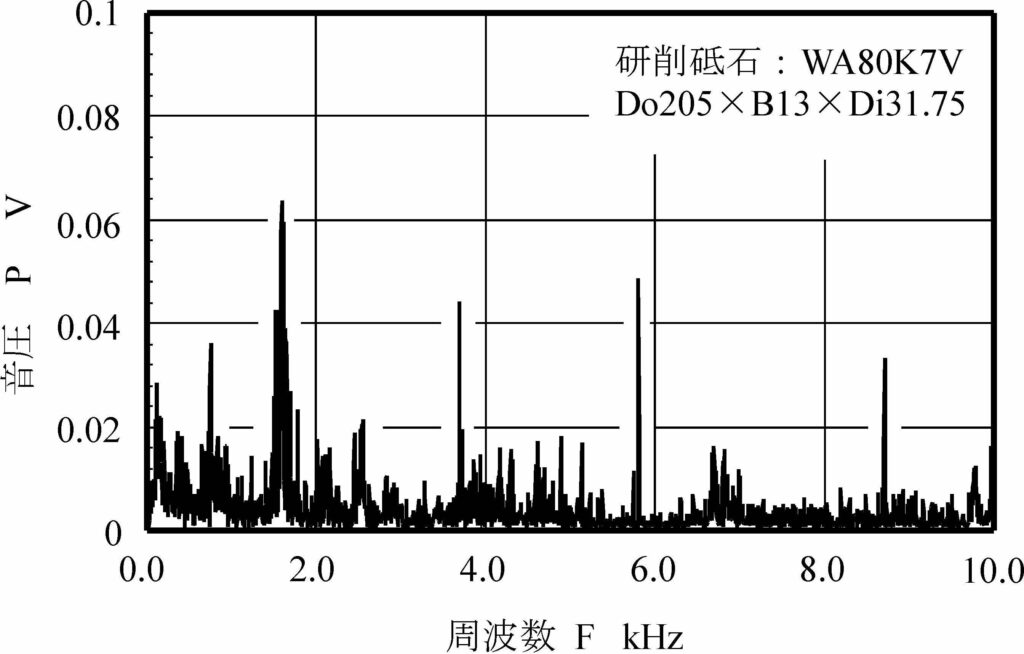
この結果から、曲げ振動音の音圧レベルを観測することにより、接触時の切込み深さ1μm単位で接触検知が可能なことが確認できた。なお、切込み深さ0・1μmでも実験したが、計測できた音圧レベルが低く、ノイズとの差が明確に判別できなかった。切込み深さ0.1μm単位の接触検知は、使用するマイクロフォンやアンプの仕様、特定周波数のみの音圧レベルを注視できるフィルタを採用する必要があり、継続して実験を行う予定。ただ、通常の研削加工であれば、1μm単位の接触検知精度で十分だと考えている。
おわりに
本稿では研削砥石の曲げ振動音観測による研削作業の自動化を目的として、研削砥石の曲げ振動音特性および平面研削実験による曲げ振動音と研削抵抗、消費電力、加速度の関係を検討し、以下の結果を得た。
(1)曲げ振動音は法線研削抵抗と良い対応関係を持ち、法線研削抵抗を測定置換できる。つまり、曲げ振動音は法線研削抵抗と同等に研削現象を認知できる。
(2)曲げ振動音観測により接触時の切込み深さ1μm単位の接触検知ができる。
芝浦工業大学
- 執筆者:澤 武一氏
- 住所:東京都江東区豊洲3–7–5
- 電話番号:03・5859・8826
記者の目
研削加工は切削加工や放電加工などの加工法に比べ、技能者への依存度が高く、自動化が課題となっている。労働人口が減少する中、研削加工の自動化は金型メーカーが取り組むべき課題の一つ。本稿で紹介した研究が進展することで、多くの金型加工現場の課題解決につながるはずだ(平)。
金型新聞 2023年12月10日
関連記事


ダイジェット工業(大阪市平野区、06-6791-6781)は、超硬コーティングソリッドドリル「ストライクドリル」に、穴あけと面取り加工が一度にできる面取り刃付きタイプを追加し、発売した。 穴あけと面取り加工が一度にできる…

多機能カッタシリーズ 三菱マテリアルはこのほど、高能率加工用多機能カッタ「VPX」シリーズに低抵抗インサート「Lブレーカ」を追加した。8材種48アイテムを加え、幅広い被削材の加工に対応する。 切れ味重視の設計により低…

月定額+多彩なアプリで製造現場の合理化を支援 アルム(金沢市)が開発したNCプログラム自動生成AIソフトウエア「ARUMCODE1」など、製造工場で役立つアプリケーションを揃えたプラットフォームサービスが、7月からサブス…
マイクロボール工具で加工 レンズ金型を手掛けるワークス(福岡県遠賀町、093-291-1778)はガラス製両面マイクロレンズアレイ(MLA)の金型を開発した。独自の微細なナノ多結晶ダイヤモンド(NPD)工具による加工技術…
トピックス
関連サイト


