



金型のメンテや技術で協力 ダイカスト金型メーカーの七宝金型工業(愛知県津島市、0567・24・8787)はイタリアの金型メーカーであるCOSTAMP社と業務提携した。国内で需要増が見込まれるギガキャスト金型において、七宝…
キヤノンモールド 金型加工を自動化し、生産拡大とリードタイム短縮に対応
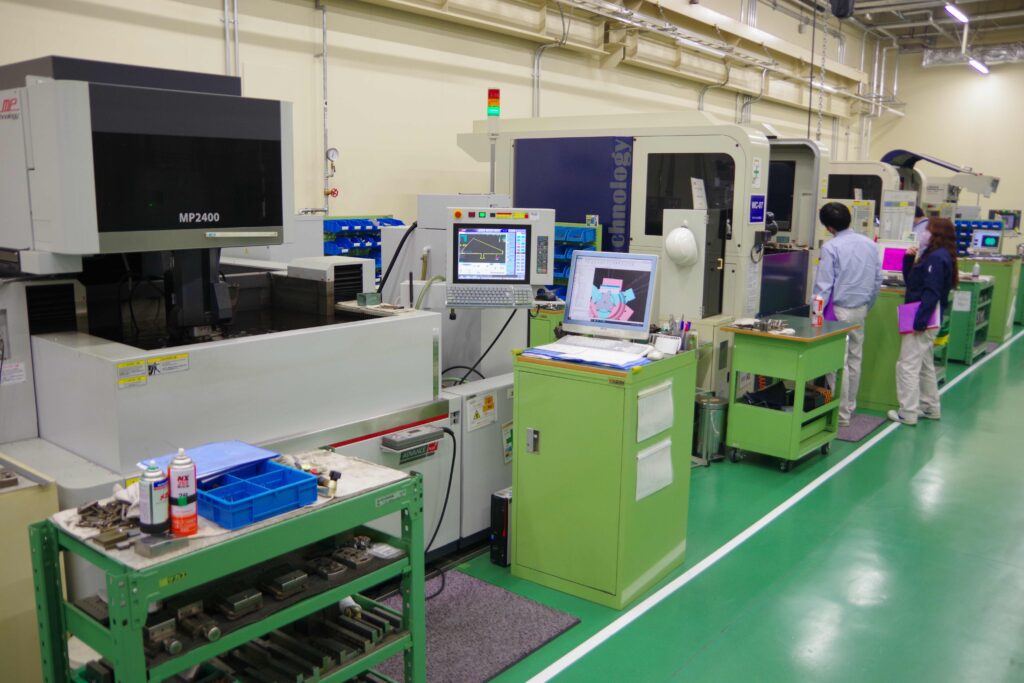
キヤノン製品の基幹部品の樹脂金型を手掛けるキヤノンモールドの阿見事業所(茨城県阿見町、029・889・1110)。年間約180型の生産能力を持ち、類似形状の金型が多いことから、様々な工程で自動化を進めてきた。その取り組みは、切削を中心にプログラム作成、測定工程など多岐にわたる。今回は三菱電機との協業による放電工程の自動化に焦点を当て取材した。

キヤノン製品の基幹部品向け金型を製造
同社は2007年にキヤノンとキヤノン化成の金型部門、イガリモールドの3社が統合して発足した。現在は阿見事業所と本社・友部事業所の2拠点を持つ。主に阿見がキヤノンの基幹部品向け、友部が自動車や医療機器など外部向け樹脂金型を製造する。
阿見では、キヤノン向け複写機・コピー機のカートリッジやカメラの鏡筒など類似の形状が多く、標準化を進めやすいことから、09年以降本格的に自動化を進めてきた。「生産拡大とリードタイムの短縮が加速する中、人を増やせない状況で夜間を効率よく稼働させる必要があった」(阿見事業所長の高野倉孝取締役)。


セットアップ以外スケジューラが実行
ロボットを活用した切削加工ラインの構築はもとより、プログラム作成や測定、洗浄など取り組む自動化は幅広い。放電工程もその一つ。阿見で手掛ける金型は複雑形状のものが多く、放電加工が必要な形状も残っており、「自動化の余地があった」(諸見真一製造第二課課長代理)。
電極の作成と管理に加え、稼働までのセッティングに時間がかかっていたことも大きな課題で、自動化前は「ATC40本分の電極の原点出しをしなければならず、機械を稼働させるまでに半日かかっていた」。また、前日に電極をセットしても「朝まで稼働しているのは半分程度。金曜日にセットして、月曜日まで稼働し続ける仕組みを作りたかった」(高野倉取締役)という。
まず取り組んだのが、電極やワークの外段取り化だ。電極とホルダを一体で加工することで、ホルダへの取り付け作業や、人の作業による誤差を削減。さらに、加工精度を高め、効率よく段取りするために、電極の基準面を端面からセンター基準に変更した。
また、電極加工後の測定工程も自動化。設計時に面を指定するだけで、測定プログラムを自動作成できる仕組みを構築。超音波洗浄機を使うなどして、電極加工後の測定のばらつきを数μm以内に抑えることに成功した。
こうして外段取り化を進める一方、目標としたのは「セットアップ以外の全てをスケジューラで実行できる」こと。ここでは三菱電機と協業しながらシステムを構築。「今はスケジューラに登録するだけの数十分程度で加工を始められるようになった」(諸見課長代理)。


加工タンクの昇降も自動で
自動化では思いもよらない課題が発生する。例えば、加工液タンクの最適な昇降。有人だと目視でタンクの高さ調整が可能だが、自動だとそうはいかない。加工タンクの高さが低いと火花が出ることもあるし、高すぎるとホルダまで加工液まみれになるからだ。ここでもスケジューラから、電極の長さに合わせて、最適な加工タンクの高さになるように設定した。
諸見課長代理は「システムを実装する上でこうした課題は数多く発生する。三菱電機さんには細やかな要求に対応してもらった」と話す。また、同社と協業した理由について「加工機を統一したほうが運用しやすいこと」に加え「プログラムの編集など操作性で現場から推す声があったからだ」という。
自動でも一桁(μm)の精度を実現
また精度の高さも特長だ。「外段取りや機械加工で、追加工がでない仕組みを構築し、自動でも一桁(μm)の精度を実現した」(諸見課長代理)。
こうした取り組みを進め、現在は放電加工機の4台とワーク搬送ロボット1台、360本の電極とワークが搭載可能なストッカー2台で放電加工の自動化システムを運用している。諸見課長代理は「以前は4人必要だったが、今は一人で4台の加工機を運用している」」という。

受注の幅を広げ、汎用性の高い自動化を
阿見事業所はキヤノン向けの金型が大半だが、最近では、現在製造する金型と類似したサイズや形状の電動車向けの部品の金型なども受注している。また、キヤノンの海外のネットワークを生かし、北米から金型だけでなく、部品の受注も広げているという。そのために、三菱電機の水加工仕様の中大型向けのワイヤ放電加工機「MP2400」へ更新するなどして、加工の領域を広げていく考えだ。
一方で、受注の幅を広げていくために、高野倉取締役は「汎用性の高い自動化が必要だ」と指摘する。「例えばカートリッジに似た金型なら自動で作ることができるが、それ以外だと効率よく作れるとは限らない。自動化や標準化は完成した瞬間から古くなる。自動化に終わりはない」と話す。
諸見課長代理も同様にこれまでとは違う自動化を進めたいという。「生産性を上げることは大切だが、我々の仕事はお客様に喜んで頂く品質を担保すること。外部から受注する金型では、人の手を加えたほうがより高い精度でできることもある。自動化の良さを生かしつつ、匠の技を最適に組み合わせたセミオートのような自動化の仕組みを構築したい」。

- 住 所:茨城県笠間市柏井812-2
- 電 話:0296・77・8171
- 代 表 者:斎藤憲久社長
- 創 業:1972年
- 従 業 員:517人
- 事業内容:精密プラスチック金型の設計、製作
関連記事


車載・電子部品に対応 プレス金型やプレス加工を手掛ける伊藤製作所(三重県四日市市、059・364・7111)はプレス工場を増設し、新たに受注した車載・電子部品に対応する順送プレス加工ラインを新設。プレス加工から洗浄、検査…
金型技術でアート作品 レンズの金型を手掛けるワークス(福岡県遠賀町、093・291・1778)は、高度な金型技術を活かしたアート作品を展示するウェブサイト「METAL ART GALLERY」を開設した。展示するのは精密…
AI機能搭載の図面検索システムを導入 精密プラスチック金型を手掛けるキヤノンモールドは、キヤノン生産技術部門と共同で開発したAI機能搭載の「類似図面検索システム」を2022年に導入。これを活用し、誰でも簡単に見積もり算出…

エムエス製作所(名古屋市、迫田邦裕社長)と山一ハガネ(名古屋市緑区、寺西基治社長)は共同でパソコンのキーボードにラップをかけコロナウイルスの感染を防ぐ「TOUCH WRAP(タッチラップ)」を開発した。 市販のラップの未…
トピックス
関連サイト


