



シャットオフノズル 40年ぶりフルモデルチェンジ フィーサ(東京都大田区、03・3754・0661)はこのほど、射出成形時の「糸引き」や「タレ落ち」を防ぐ「プラゲートシャットオフノズル」を40年ぶりにフルモデルチェンジ…
【金型テクノラボ】安田工業 Labonosによる試作樹脂型の自動造形
自動車や電子部品などの開発サイクルが短くなる中、製品開発における課題の一つとなっているのが試作品や試作用金型の製作だ。加工プログラムやジグを作る高度なノウハウが必要で、それにかかる時間も手間も負担が大きい。しかし切削加工機「Labonos」は製品の3Dデータと簡単な操作で、それらの課題を解消できるという。その加工技術や性能、特性について解説する。
試作レス化の課題
現在、ものづくりにおける製品の開発サイクルはどんどん短くなっており、より一層の開発スピード向上が求められる。そんな中で試作・開発部門の担当者にとって歯がゆい状況になっているのが、試作品・評価サンプルの小ロット製作である。これらの製作をするにあたって、社内外どちらにおいても他部門や他社とのやり取りが生じ、進捗管理が難しい。
また、自部門で製作しようとしても加工プログラムの作成、ジグの設計・製作、加工機械のオペレートとクリアしなければならない課題が多い。中でも金型を使用した試作製
作に注目し、課題解決方法を紹介する。
新たな3D造形ソリューション
「3Dモデル形状データさえあれば、誰でも簡単に実物を手にすることができる」を具現化した、いわゆる「3Dプリンター」が世の中に広まり、その特徴を生かし、試作・小ロット用樹脂型の製作に用いられ始めている。しかしながら、樹脂型を実体化する工程で樹脂を何層にも積み重ねていくため、型の形状精度、面品位、材料強度が課題となり、成形品の精度不良や積層間に樹脂が入り込むことによる離型性の悪さ、型寿命といったところで、今一つとなっている。
一方で、3Dプリンターの造形方法とは真逆の「除去加工」を行う機械として切削加工機がある。ご存知の通り除去加工とは、工具や砥石などを使い、余分な金属(樹脂)を取り除く加工方法で、無垢材料から削っていく。形状精度、面品位、材料強度は、申し分なく、試作、小ロット用樹脂型のみならず金型の製作方法として従来から使用されている。
しかし前段でも説明した通り、切削加工機を扱うには多くの手間やノウハウ、人手が必要になるため、開発部門で完結させるのは少々ハードルが高い。
そこで紹介するのが『Labonos(ラボノス)』を用いた製作方法である。Labonosは、3Dプリンターの手軽さと切削加工機の具現化精度を兼ね備える新たな3D造形ソリューションで、これを使用することで開発部門の担当者でも容易に樹脂型が製作できる。(機械詳細は、専用ホームページより)
Labonos製樹脂型の実力
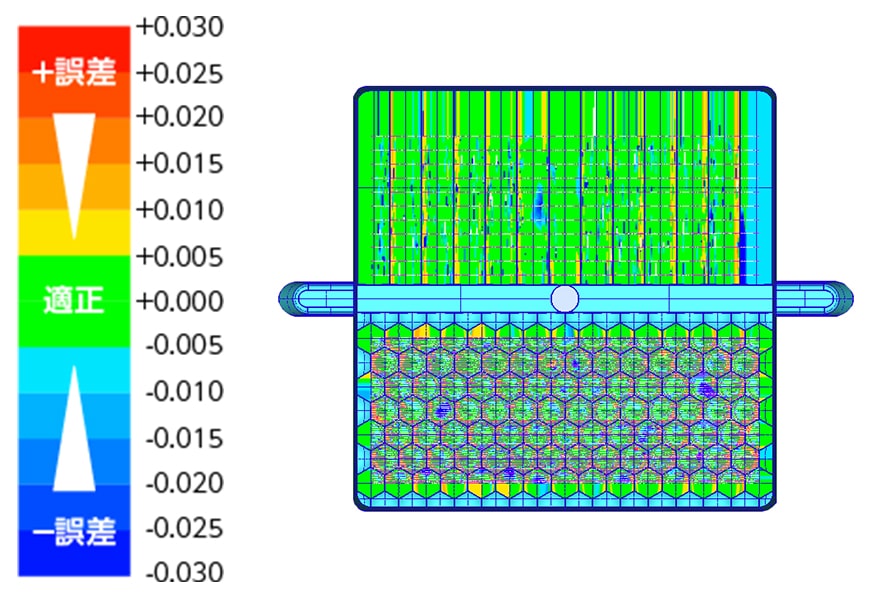
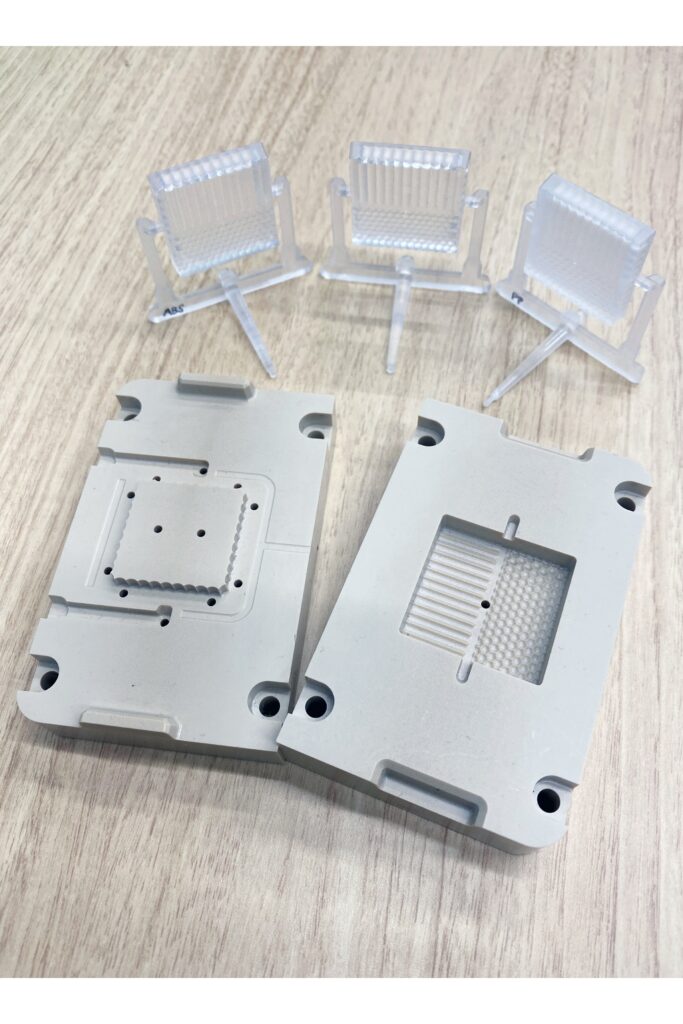
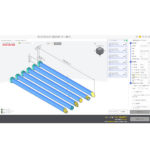
このLabonosを用いて手軽に出力した樹脂型の実力を紹介する(図①)。図②は、Labonosで切削出力した樹脂型を3次元測定器で計測し、オリジナルデータ(3Dモデルデータ)と比較した際の誤差をカラーレンジにて可視化した図である。ほぼ全域(計測点の99.8%)で±5µmを下回っており、高い形状精度を実現していることがわかる。
また、樹脂型の表面をレーザ顕微鏡で観察したところ、面粗さの数値は、Sa:1.740µm(1.0mm2)であった。樹脂型に用いている材料は、PPSと呼ばれるスーパーエンプラで、耐熱温度:220℃、線膨張係数:5.0×10-5/℃となっており、材料強度としても十分である。この樹脂型を用いて成形を行ってみたところ、ABSを用いた成形では、200ショットに耐えており、まだまだ使える様子であった。
現状のまとめと今後の展開
開発部門の担当者がLabonosを用いて樹脂型を製作し、簡易成形機で成形をすることで、小ロットの試作品を短納期かつ手軽に手にすることができるようになる。この樹脂型で成形した試作品で、様々な検証を行ったあと、量産成形用の金型を設計・製作することで、開発から生産へのバトンタッチも容易になる。
一方で、樹脂型を用いた射出成形については、まだまだ普及してない分野であり、金型に対して、樹脂型を使用するメリット、デメリットを見出していく必要がある。今後、それらの検証を行い、ご紹介したいと思っている。
※続きは11月10日号に掲載
安田工業
- 技術本部開発部新規事業開発課主任 佐藤圭太氏
- 岡山県浅口郡里庄町浜中1160
- TEL:0865-64-2366
記者の目
人手不足や生産現場の省人化で次代に高度な技術を教えることができない。その一方自動車などの開発サイクルは早くなり、短期間で高品質の製品を作らないといけない。経験が浅くても高度な加工ができる工作機械は、この相反する課題を解消する方法の一つ。これからますます注目されるのではないか(中)。
金型新聞 2021年9月10日
関連記事

スプリングバック、材料特性のばらつきに対応 ハイテン材加工に不可欠とされるCAE解析。すでに多くの金型メーカーが活用し、生産性や品質の向上につなげている。近年は自動車部材のハイテン化が進み、これまで以上に強度の高い超ハイ…
生産シミュレータを活用 中部産業連盟はこのほど、金型製造プロセスデジタル設計人材育成講座を、中産連ビル(名古屋市東区)で開催する。 受講対象者は製造部門や生産技術部門、生産管理部門の従業者。バーチャル工場を構築できる…

UI変更で操作性向上 NTTデータエンジニアリングシステムズ(東京都大田区、03-5711-5341)は10月12日、金型向けCAMシステム「Space‐E /CAM2022」の販売を開始する。CAMエンジンを刷新し、ユ…
meviy(メヴィー) ミスミの公式製品紹介・お問い合わせは、こちらから 現場の課題 2020年4月から働き方改革関連法の時間外労働規制のルールが中小企業に対しても適用されるようになり、各社対応に迫られている。生産性向…
トピックス
関連サイト


