



昨秋、日本金型工業会は6年ぶりに改訂した「令和時代の金型産業ビジョン」で、金型メーカーはこれまでのように単に言われたものを作るだけの「工場」から、顧客に価値提供する「企業」への変革が必要だと指摘した。これまで続けてきた…
〜精度よく、早く、安く・作る〜特集
高難度型を早く安く
自動化活用し品質安定
難易度の高い金型や、オンリーワン技術に高い付加価値があるのは当然。しかし、全てがそんな金型ばかりではない。大半の金型は、高精度は当然ながら「早く、安く」作ることが求められている。難易度の高い金型も「早く、安く」作れれば、その分競争力は高まる。つまり、早く、安く作ることは金型づくりの必須の条件ともいえる。実際に、多くの金型メーカーも様々な工夫を凝らし、「精度よく、早く、安く」作ることで、付加価値を生み出そうとしている。本特集では、まず金型メーカー3社の様々な取り組みを紹介。後半部で、金型づくりを支える機械や工具などの生産財メーカーがすすめる「精度よく、早く、安く」作るコツやノウハウなどを紹介する。
ベテランや5軸活用も

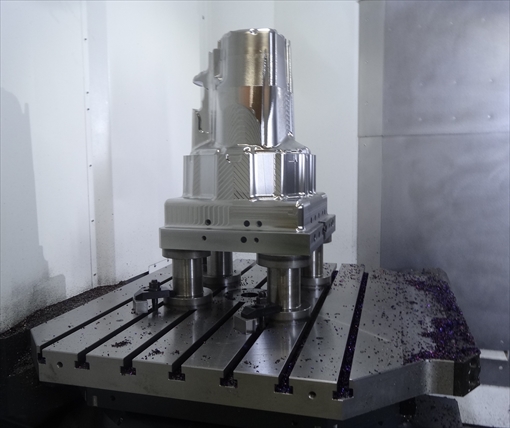
自動化装置を搭載した加工機
横浜市旭区にあるプラスチック金型メーカーのM・K・Gでは、1日24時間加工できる高効率な生産システムを作り、コストとスピードで高い競争力を生み出している。それを支えるのが、生産設備の自動化と、図面レス化の徹底だ。
金型部門6人で一カ月約30型を生産している。少人数でこの数をこなせるのは、最新の自動化設備を持つから。昨年と一昨年に、最大60本のワークが搭載できるAWC(自動ワーク交換装置)付きの高速マシニングセンタと放電加工機を導入した。
また、加工した電極を加工機に取り付けるロボットも設備。放電加工の完全自動化を実現している。人が介在しないため、コスト削減はもちろん、人的ミスが減り、より品質の安定した金型が生産できるようになった。
こうした自動化によって、金型部門は加工プログラム作りが主な業務。すべて3次元データでやり取りを行う図面レス化を徹底し、設計・製作のスピードを大幅に向上させた。CAMデータも効率的に供給できる体制を整え、今まで30日かかっていたのが、15日で仕上げられる。
霜鳥健一社長は「今や精密はできて当たり前。価格と納期でメリットをだすことが、競争力の強化につながる」と今後も生産性の高い金型づくりを目指す。
5軸加工を効率的に行う治具
1型ごとに責任者
佐賀県にメーン工場を持つプラスチック金型メーカーの松野金型製作所の早く作る方策の一つとして1型ずつに責任者をつける、プロジェクトリーダー制を採っている。
ある金型を任された責任者は、その金型の納期、製造過程など全ての管理を担う。設計、加工、研磨、仕上げなど、すり合わせ作業の極みのような金型づくりは、「全てを把握した人が適切な指示を出すのが最も早く作れる」(松野行秀社長)からだ。
例えば、公差±数ミクロンの指示がある場合。「プラスのほうが良いのか、マイナスのほうが良いのか」といった判断や、「シボ加工が入るから磨きはこの程度で良い」などの指示をその人が行う。「技術者のレベルによって、そうした認識に差もあり、放っておくとどこかで無理や無駄が生じる。意思統一できれば無駄な加工をしなくて済む」。
こうした対応が必要なため、責任者には仕上げや組み付けができる金型を熟知したベテランの技術者を置く。さらに、この仕組みを育成にも生かしている。メーンの責任者に加え、若手などサブ担当者をつける。「なぜこの指示を出したのか」など、OJTでベテランの持つノウハウを若手に伝承している。
5軸加工で段取り削減
三重県のアルミダイカスト金型メーカー、明和製作所は数年前から5軸加工機を導入し、段取りを削減する取り組みを行っている。「5軸加工機は1台で複数の面を段取り替えなしで加工できるので、短縮化の効果は大きい」。もちろん、5軸加工に欠点がないわけではない。高負荷をかければ、ビビりも発生しやすく剛性、精度の部分に課題も残る。
そこを解消すべく、5軸加工用の治具を開発。テーブルとワークとの高さ調整することで剛性を高める。さらに、加工範囲を広げられるように工夫もした。「5軸加工を効率的に使うため、独自の治具を開発している金型メーカーは多いのではないか」と担当者が話すように、5軸で高剛性な加工を実現するためには、治具を上手く活用する必要もありそうだ。
今年、5軸加工機「DMC125 U monoBLOCK」(DMG森精機製)を導入。パレットチェンジャ―付で加工停止を極力抑え、機械を最大限活用し、稼働率を上げることで、さらに金型づくりの生産性を高める取り組みも始めている。
金型新聞 平成28年(2016年)8月10日号
関連記事

「CASE」による自動車業界の大変革は金型メーカーに大きな変化を迫ってきた。そして昨年から続くコロナ禍。リモート環境への対応やデジタルツールの活用など、変化せざるを得ない状況はさらに加速している。こうした混迷の時代に合…

高張力鋼板(ハイテン材)の増加や、自動車の電動化で必要となるプレス部品の精密化などにより、プレス金型は高度化している。金型はプレス機の精度や剛性に倣ってしまうため、これまで以上に金型とプレス機の両方の知見が重要になってい…
PART1:金型メーカーアンケート「次世代に必要な匠の技は?」PART2:「自動化の匠」 アイジーエヴァースPART3:「5軸加工の匠」 エフアンドエムPART4:「金属3Dプリンタの匠」 三光合成PART5:「現代の名…
自動車のEVシフトが加速している。ある調査会社によると、2022年のバッテリー式EV(BEV)の世界販売台数は約780万台で、自動車販売全体の10%に達したという。自動車メーカー各社もEV関連の開発に注力する中、影響を受…
トピックス
関連サイト


