

射出成形金型の製作は、試作トライ→測定→補正指示→部品加工→試作トライを繰り返す。要求精度は様々だが、量産で寸法変化が少ない高品質かつ短納期での金型製作が求められる。これらの要求事項を満たすためX線CTを活用した金型補正…
極短パルスレーザーによるパンチエッジの先鋭化とナノ構造化【金型テクノラボ】
ダイヤモンドコーティングは工具寿命を向上させるために広く用いられている。一方でその表面粗さおよび高硬度ゆえに、モータコアやコネクタなどの製造用精密パンチが求める目的形状に加工するのが難しいという課題がある。本稿では極短パルスレーザーによってパンチエッジの先鋭化とナノ周期構造化を実現し、打ち抜きパンチの特性を向上させる技術を紹介する。
ダイヤモンド膜の先鋭化に課題
CVD(化学気相蒸着法)によるダイヤモンドコーティングは、対象物の硬度を飛躍的に向上させることができるため、切削工具などに広く利用されている。金型に組み込まれるパンチに施すことによって、耐摩耗性を高め、欠けや傷を防ぐことができる。長寿命化を実現するほか、高い寸法精度の打ち抜き加工を可能にする。
一方で、こうしたダイヤモンドコーティングは厚膜かつ被膜成長に伴う表面粗さゆえに、パンチエッジの鈍化およびパンチ寸法精度低下が問題となる。エッジ先鋭化と形状精度向上の加工が必要になるが、従前の切削や研削といった加工技術では目的の形状を作り出すのが難しいという課題があった。
また、近年は自動車の電動化などによってコネクタやリードフレーム、モータコアなどといった精密部品の需要が増加。より精度良く、生産性の高い、高品質な加工が可能な金型が求められるようになり、打抜きパンチの高機能化も課題の一つとなっていた。
打抜きパンチの特性向上
そこで、開発したのがピコ秒やフェムト秒などの極短パルスレーザー加工を応用した打抜きパンチの創成技術。同技術によって、ダイヤモンドコーティングが施されたパンチエッジの先鋭化とナノ周期構造化を実現し、打抜きパンチの特性を向上させることができる。
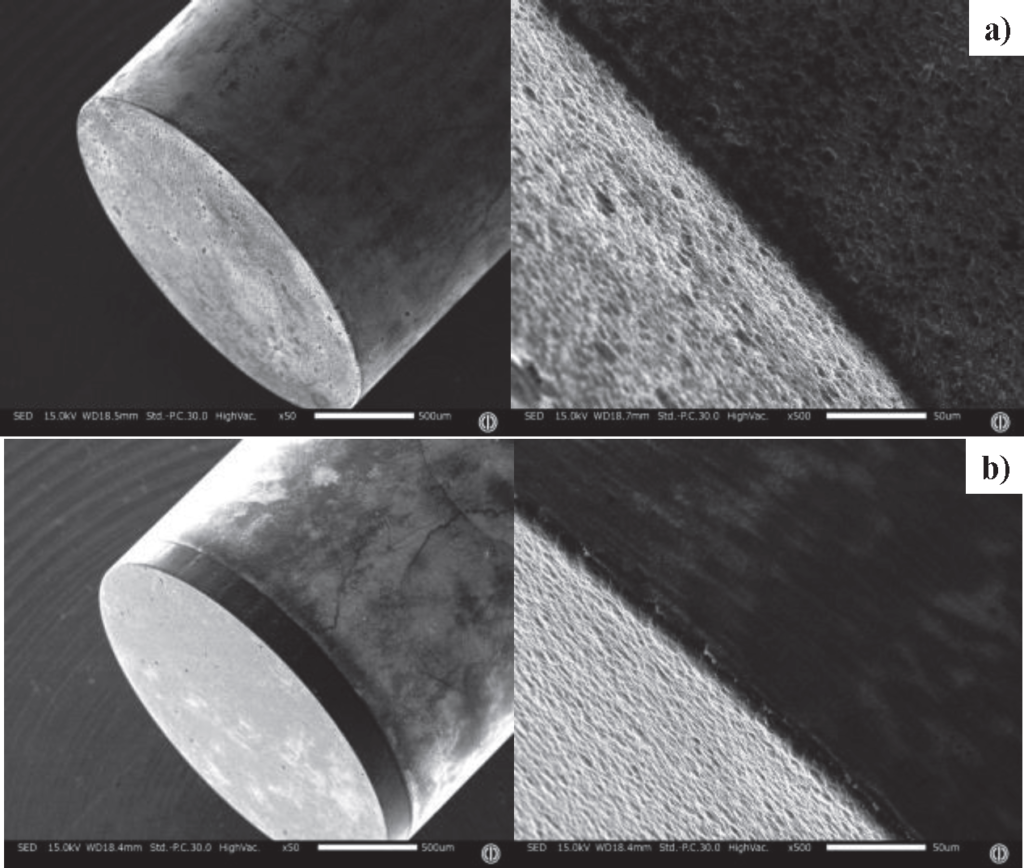
フェムト秒レーザー加工を用いてダイヤモンドコーテッド超硬パンチを加工した場合、丸パンチの頭部表面粗さを平坦化する工程と、パンチ側面のトリミング工程によって、パンチエッジの先鋭化を実現する。従来、R20μmほどだったパンチエッジをR1~2μm程度まで先鋭化させることができる。
また、パンチ側面のナノ周期構造化は、パンチ側面のトリミング工程によるナノ周期構造(LIPSS)効果で実現する。パンチ側面には200~300nmのナノ周期構造(1μmに3~4本の模様)が規則的に形成される。ナノ周期構造の方向は制御可能。求める機能や効果などによって調整することができる。
せん断面の鏡面化を実現
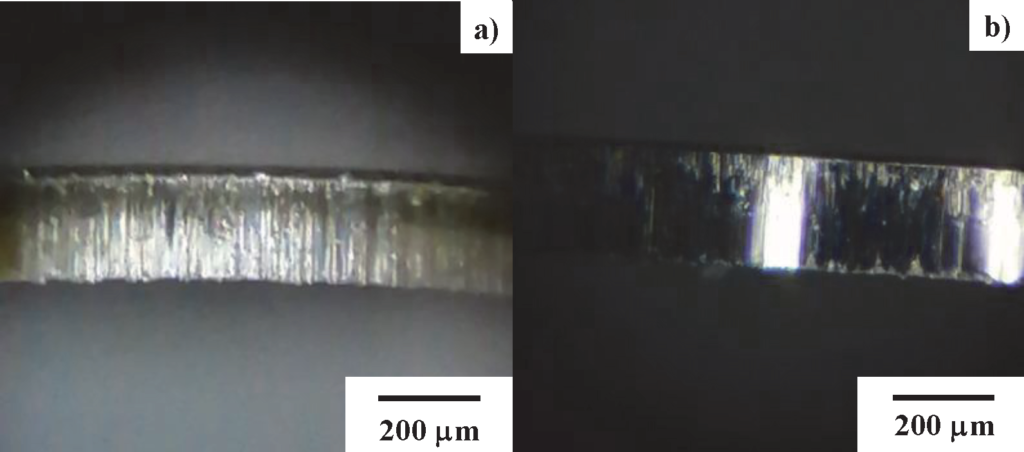
この先鋭化・ナノ周期構造化パンチで、板厚0・2㎜・ステンレス鋼(SUS316L)の打抜き加工を実施。同程度にエッジ先鋭化した超硬研削パンチを用い、せん断面性状を比較した。超硬研削パンチでは100%せん断面が創成されるが、側面の面粗さがそのまま転写されるため、2~3μmの面粗さが残存する。一方、先鋭化・ナノ周期構造化パンチでは、ナノ周期構造化したダイヤモンドコーティング側面の面性状が転写されるため、100%せん断面率とともに、鏡面化を実現する。
ナノ周期構造はせん断面の鏡面化とともに、打ち抜きカスの排出性の向上に寄与。カス上がりを防ぎ、不良品の削減や金型損傷の低減など、生産性の向上につなげることができる。また、打抜き加工時のエッジにかかる荷重が低減されるため、バリの少ない高品質な形状に加工することも可能になる。
異形形状へと展開
硬度の高いダイヤモンドコーティングのため、10万ショットを超える高い耐久性が求められる大量打抜きラインに適している。被削材はステンレス鋼だけでなく、アモルファス電磁鋼板などにも対応する。
今後は、実用化に向けて基礎データを蓄積し、実績を重ねていく。また、ナノ周期構造の配向依存性を検証し、これまでの研削切削技術では制限があった異形パンチの先鋭化・形状制御へと展開していきたい。
表面機能デザイン研究所
- 執筆者:所長 相澤 龍彦氏
- 住所:東京都大田区南六郷3–15–10
- 電話番号:03・6424・8615
記者の目
従来の切削研削技術では困難だったダイヤモンドコーティングが施されたパンチの先鋭化・形状制御が可能になった。鏡面化や抜きカスの排出性改善などといった特性の向上も期待でき、異形パンチへと展開されれば、さらなる用途拡大が期待できるだろう。実用化に向けた今後の研究に注目したい(平)。
金型新聞 2023年4月10日
関連記事

機械の性能を最大限発揮させ、生産性を向上させるには、非稼働時間をいかに減らすかが重要になる。その肝となるのが、人や機械の稼働を最適化し、生産性の高い工程を組むことができる生産管理システムだ。近年は、工場全体や海外など複数…
AIで切削条件を決定支援 C&Gシステムズは4月、AI技術でマシニングセンタの切削条件の決定を支援する機能を持つ、CAD/CAM「CAM-TOOL」の新版「V20・1」の販売を開始する。熟練ノウハウが必要な工具や…

「金型メーカーが情報管理をするのは、自社の知的財産を守るためと顧客情報を守るための2つの意味で重要だ」と話すのは、飲料や化粧品などのプラスチック金型を手掛ける打田製作所の打田尚道社長。同社は15年ほど前に社内で情報シス…

チバ・テクノ(横浜市港北区、045-473-9933)はこのほど、ネットショップで、ワイヤ電極線の1巻単位での少量販売を開始した。ワイヤ放電加工の使用頻度の低い少量ユーザー向けのニーズに対応する。 販売するのは、最も…
トピックス
関連サイト


